ሂደት የ መታጠፍ ባዶ ወደ አንድ ማእዘን ወይም የተወሰነ ቅርፅ ከሜካኒካል መሳሪያዎች እና መሳሪያዎች ጋር መካኒካል መታጠፍ ይባላል።እንደ የተለያዩ የመታጠፊያ መሳሪያዎች እና በተቀነባበሩ ቁሳቁሶች መሰረት, ሜካኒካል ማጠፍ በቆርቆሮ ማተም እና ማጠፍ, በቆርቆሮ ማሽከርከር, በቆርቆሮ ማጠፍ, ወዘተ ሊከፈል ይችላል.በማጠፊያው ሂደት ውስጥ, ባዶው ይሞቃል እንደሆነ, የመታጠፊያው ሂደት ወደ ቀዝቃዛ ማጠፍ እና ሙቅ ማጠፍ ሊከፋፈል ይችላል.
የቆርቆሮ ብረትን መታተም እና መታጠፍ ማተሚያዎችን እና ሌሎች የግፊት ማቀነባበሪያ መሳሪያዎችን በመጠቀም የሚሠራው ባዶ በልዩ መታጠፊያ ዳይ ወይም በአጠቃላይ የታጠፈ ዳይ እና የሥራው ክፍል መታጠፍ በሚታጠፍበት ቅጽበት በፕላስቲክ መበላሸት እንዲከሰት ለማድረግ ነው። በሟቹ የሥራ ክፍተት ውስጥ ተጠናቅቋል.የቆርቆሮ ብረትን መታተም እና መታጠፍ ማተሚያዎችን እና ሌሎች የግፊት ማቀነባበሪያ መሳሪያዎችን በመጠቀም የሚሠራው ባዶ በልዩ መታጠፊያ ዳይ ወይም በአጠቃላይ የታጠፈ ዳይ እና የሥራው ክፍል መታጠፍ በሚታጠፍበት ቅጽበት በፕላስቲክ መበላሸት እንዲከሰት ለማድረግ ነው። በሟቹ የሥራ ክፍተት ውስጥ ተጠናቅቋል.የቆርቆሮ ብረትን መታጠፍ እና መታጠፍ የሜካኒካል መታጠፍ አስፈላጊ አካል ነው ፣ እና እሱ ከብረት ብረት ማጠፍ ዋና ዘዴዎች አንዱ ነው።ይበልጥ ውስብስብ ቅርጾች እና በአንጻራዊነት ከፍተኛ ልኬት ትክክለኛነት ያላቸው የተጠማዘዘ ክፍሎችን ማጠፍ ይችላል.
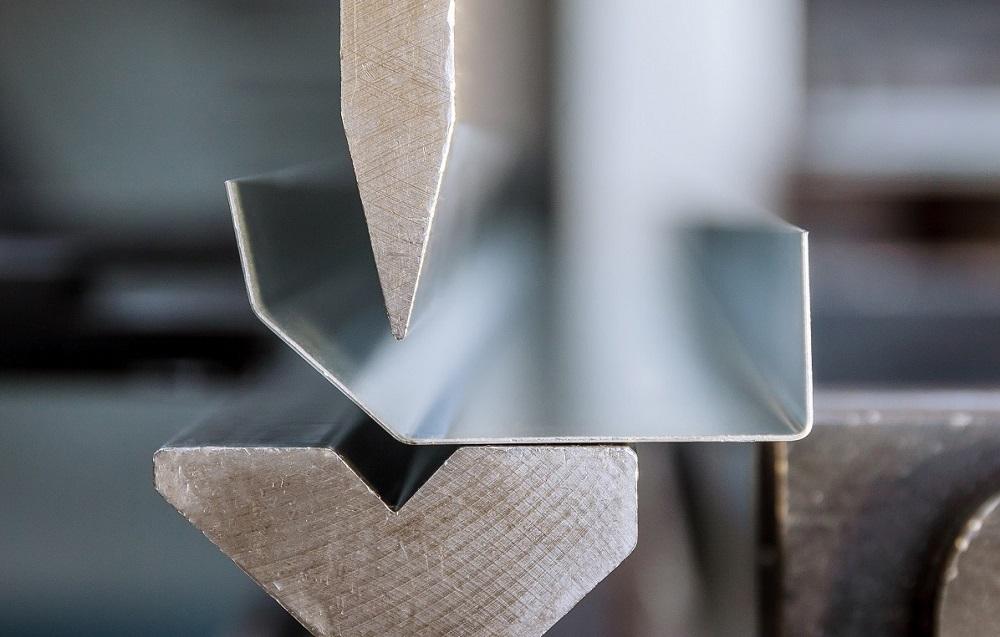
የሚከተለው ምስል የሉህ ብረትን የመታጠፍ ቅርጽ ያሳያል.ለእይታ ምቾት ከመታጠፍዎ በፊት የታጠፈውን የመነሻ መስመር ፣ የታጠፈ መካከለኛ መስመር እና የታጠፈውን የመጨረሻ መስመር በቆርቆሮው የብረት ማጠፍያ ክፍል ላይ ምልክት ያድርጉ ።የሚከተለው ምስል (ሀ) እና የሚከተለው ምስል (ለ) ከተፈጠረ በኋላ ክፍሎችን በማጠፍ ላይ ናቸው.

የሉህ ብረት በሚታጠፍበት ጊዜ መበላሸት።
ከላይ ካለው ስእል (ሀ) ማየት የሚቻለው ከመታጠፊያው በፊት ሶስት መስመሮች ab=a'b'=a 'b' በሚለው የሉህ ቁሳቁስ ክፍል ላይ, ከታጠፈ በኋላ, የውስጠኛው ሽፋን አጭር ነው, እና የውጪው ንብርብር የተራዘመ ነው, እሱም: ab
ሉህ ከተጣመመ በኋላ, በማጠፊያው ዞን ውስጥ ያለው ውፍረት በአጠቃላይ ቀጭን ይሆናል, እና ቀዝቃዛ ስራ ማጠናከር ይከሰታል, ስለዚህ ጥንካሬው ይጨምራል እና በማጠፊያው ዞን ውስጥ ያለው ቁሳቁስ ጠንካራ እና ተሰባሪ ይመስላል.ስለዚህ, መታጠፊያው ከተደጋገመ ወይም የተጠጋጋው ጥግ በጣም ትንሽ ከሆነ, በውጥረት, በመጨናነቅ እና በቀዝቃዛ ስራ ጥንካሬ ምክንያት በቀላሉ ይሰበራል.ስለዚህ, በሚታጠፍበት ጊዜ, የታጠፈ እና የማዕዘን ራዲየስ ቁጥር ውስን መሆን አለበት.
በሌላ በኩል, የሉህ መታጠፍ ልክ እንደ ሌሎች የመበላሸት ዘዴዎች ተመሳሳይ ነው.በሚታጠፍበት ጊዜ የሉህ ውጫዊ ገጽታ ተዘርግቷል እና የውስጠኛው ክፍል ይጨመቃል.የፕላስቲክ መበላሸት ሲከሰት, የመለጠጥ ለውጥም አለ.ስለዚህ, ውጫዊው ኃይል ሲወገድ, መታጠፍ አንግል እና ራዲየስ እንደገና ይመለሳል.የመልሶ ማገገሚያ አንግል የእንደገና አንግል ይባላል.
የመታጠፊያውን አንግል የፀደይ ጀርባ መቆጣጠር ወይም መቀነስ እና የመታጠፊያው ክፍል ራዲየስ የመታጠፊያውን ክፍል ትክክለኛነት ለማግኘት እና የታጠፈውን ክፍል ጥራት ለማረጋገጥ አስፈላጊ ይዘት ነው።በማምረት ሂደት ውስጥ ፣ የታጠፈ አንግል እና የታጠፈ ራዲየስ ስፕሪንግ ወደ ኋላ የሚታጠፍ መቆጣጠሪያ ብዙውን ጊዜ የሚገኘው በትንሹ የታጠፈ ራዲየስ እና የታጠፈ የፀደይ የኋላ እሴት ነው።
⒈ዝቅተኛው የመታጠፍ ራዲየስ ዝቅተኛው የመታጠፊያ ራዲየስ በአጠቃላይ በፕሬስ ማጠፍዘዣ ዘዴ ሊገኝ የሚችለውን የክፍሉ ውስጣዊ ራዲየስ ዝቅተኛ ዋጋን ያመለክታል።በሚታጠፍበት ጊዜ ዝቅተኛው መታጠፍ የሚፈቀደው የሉህ ውጫዊ ንብርብር በሚፈቀደው ከፍተኛ የመሸከምና ቅርጽ ለውጥ ነው።ቅርጹ ከዚህ ዲግሪ በላይ ከሆነ ሉህ ይሰነጠቃል።
በማጠፊያው ሂደት ውስጥ የመታጠፊያው ራዲየስ የመጠምዘዣ ስንጥቆችን ለመፍጠር በጣም ትንሽ ነው, ነገር ግን የማጠፊያው ራዲየስ በጣም ትልቅ ነው, በፀደይ ጀርባ ምክንያት ሉህ ሙሉ በሙሉ ወደ መጀመሪያው ቀጥተኛ ሁኔታ ይመለሳል, በዚህ ጊዜ, የማጠፊያው ራዲየስ የበለጠ ሊሆን አይችልም. ከከፍተኛው የታጠፈ ራዲየስ Rmax:

⒉የታጠፈው የጸደይ ጀርባ እሴት የሚወሰነው በአጠቃላይ አንጻራዊ በሆነው ራዲየስ ራዲየስ r/t (r የውስጥ የፋይል ራዲየስ ራዲየስ ነው ፣ t የባዶ ውፍረት)።
● Rlt<(5 ~ 8) ሲደረግ፣ የመታጠፊያው ራዲየስ የመመለሻ ዋጋ ትልቅ አይደለም፣ ስለዚህ የማዕዘን ዳግም ማደስ ብቻ ነው የሚወሰደው።
●R/t≥10 ሲደረግ፣ በአንጻራዊ ትልቅ የመታጠፊያ ራዲየስ ምክንያት፣ የ workpiece አንግል ብቻ ሳይሆን፣ የማጣመም ራዲየስ ደግሞ ትልቅ መመለሻ አለው።
የማተም እና የማጣመም ሂደት የበለጠ ውስብስብ የቅርጽ ክፍሎችን ማቀናበርን ሊያጠናቅቅ ይችላል, እና የሚመረቱት ክፍሎች ከፍተኛ ትክክለኛነት እና ጥሩ የምርት ወጥነት ያላቸው ጥቅሞች አሉት.የማጣመም ጥራትን ለማሻሻል እና የሻጋታ ማምረቻውን ለማቃለል, ለተቀነባበሩ የማጣመም ክፍሎች በሚከተሉት ገጽታዎች ውስጥ የተወሰኑ መስፈርቶች አሉ.
⒈የታጠፈው ክፍል የፋይል ራዲየስ በጣም ትልቅ ወይም ትንሽ መሆን የለበትም።የ fillet ራዲየስ በጣም ትልቅ ከሆነ, በፀደይ ጀርባ ተጽእኖ ምክንያት የክፍሉን መታጠፍ አንግል እና ራዲየስ ራዲየስ ማረጋገጥ ቀላል አይደለም.የ fillet ራዲየስ በጣም ትንሽ ከሆነ ፣ ለመታጠፍ እና ለመሰነጣጠቅ ቀላል ስለሆነ ፣ ሁለት ጊዜ ወይም ከዚያ በላይ መታጠፍ አለበት ፣ ማለትም ፣ አስቀድሞ ትልቅ የፋይል ራዲየስ ባለው ጥግ ላይ መታጠፍ እና ከዚያ ወደሚፈለገው የመታጠፍ ራዲየስ መታጠፍ አለበት። በዚህም የምርት ዑደቱን ማራዘም.በተጨማሪም በማጠፍ ሥራ ላይ ጉዳቶችን ያመጣል.
⒉ አንጻራዊ መታጠፊያ ራዲየስ r/t<0.5~1 በሚሆንበት ጊዜ የማጣመጃው መስመር በተጠቀለለው የቁስ ፋይበር አቅጣጫ ቀጥ ያለ መሆን አለበት።ክፍሎቹ የተለያዩ የመታጠፊያ አቅጣጫዎች ካሏቸው, በማጠፊያው መስመር እና በተጠቀለለው ፋይበር አቅጣጫ መካከል ያለው አንግል በ 45 ° መቀመጥ አለበት.
⒊የማጠፊያው ክፍል የሚታጠፍበት ቁመት በጣም ትንሽ መሆን የለበትም፣እና ዋጋው h>r+2t (ከዚህ በታች ያለውን ምስል ይመልከቱ)።አለበለዚያ, flange ያለውን ደጋፊ ወለል ሻጋታው ላይ በቂ አይደለም ምክንያቱም, በቂ የታጠፈ ቅጽበት ለመመስረት ቀላል አይደለም, እና ትክክለኛ ቅርጽ ጋር ክፍል ለማግኘት አስቸጋሪ ነው.የፍላሹ ቁመቱ ከላይ ከተጠቀሰው ክልል ጋር የማይጣጣም ከሆነ በአጠቃላይ ቴክኒካዊ እርምጃዎች መወሰድ አለባቸው, ማለትም በመጀመሪያ ጠርዙን ያራዝሙ, ከዚያም ከታጠፈ በኋላ ያለውን ትርፍ ክፍል ይቁረጡ.

⒋የተጠማዘዘ ደረጃ ቅርጽ ላላቸው ክፍሎች፣ የተጠጋጋውን ማዕዘኖች ሥር ለመቀደድ ቀላል ስለሆኑ፣ ከታጠፈው መስመር ውጭ ለመውጣት ያልታጠፈው ክፍል ርዝመት ቢ መቀነስ አለበት።የክፍሉ ርዝመት እንዲቀንስ የማይፈቀድ ከሆነ በሥዕሉ ላይ እንደሚታየው በተጣመመው ክፍል እና ባልተሸፈነው ክፍል መካከል አንድ ጎድጎድ መቆረጥ አለበት.
⒌በተጠማዘዙ ጠርዞች ላይ ኖቶች ላሏቸው ክፍሎች, ሾጣጣዎቹ አስቀድመው መደረግ የለባቸውም, እና ከተፈጠሩ በኋላ ይቋረጣሉ.በዚህ መንገድ, በማጠፍ ሂደት ውስጥ የሹካዎችን ክስተት ወይም ችግሮችን መፍጠርን ያስወግዳል.

⒍ ቀዳዳዎች ያሉት ሉህ በሚታጠፍበት ጊዜ እኔ ከጉድጓዱ ጠርዝ እስከ የማጠፊያው ራዲየስ መሃል ያለው ርቀት መረጋገጥ አለበት: t<2mm;l≥t፣ መቼ t≥2mm፣ l≥2tጉድጓዱ በማጠፊያው የመበላሸት ዞን ውስጥ የሚገኝ ከሆነ, የጉድጓዱ ቅርጽ የተዛባ ይሆናል.
⒎የታጠፉት ክፍሎች ቅርፅ እና መጠን በተቻለ መጠን ሚዛናዊ መሆን አለባቸው።በማጠፍ ጊዜ ቁሱ የተመጣጠነ መሆኑን ለማረጋገጥ እና መንሸራተትን ለመከላከል, የማጠፊያው ክፍሎች r=r2, r3=r4 መሆን አለባቸው.

የመታጠፊያው ክፍል የዓይን ብሌን አቀማመጥ መወሰን
የተመጣጠነ መታጠፍ ክፍሎች
⒏በመሸልት ወይም በመምታት የሚገኘው የባዶው ክፍል ብዙ ጊዜ ቡርች ስላለው በመታጠፍ ወቅት የጭንቀት ትኩረትን መፍጠር ቀላል ነው።ስለዚህ, ቡሩን ከመታጠፍዎ በፊት መመዝገብ አለበት, በተመሳሳይ ጊዜ, የቡሩ ጎን በጨመቁ ዞን ውስጥ ካለው ጡጫ ጋር ቅርብ መሆን እና ከዚያም በክፍሉ ውጫዊ ጠርዝ ላይ ስንጥቆችን ለመከላከል መታጠፍ አለበት.

ብዙ ዓይነት የማጣመም ዳይቶች አሉ.በተቀነባበሩ የመታጠፊያ ክፍሎች የተለያዩ ቅርጾች መሰረት, የማጠፍዘዣው ሞቶች በ V-ቅርጽ ያለው የታጠፈ ዳይ, የዩ-ቅርጽ መታጠፍ ይሞታሉ, እና ብዙ ቅርጽ ያለው መታጠፍ ይሞታሉ.ሻጋታው የማተሚያ መሳሪያን እና የስራ ባህሪያቱን የሚጠቀመው ከሆነ ፣የታጠፈው ሟቾቹ በክፍት ዓይነት ፣በመጫኛ መሳሪያ አይነት ፣ፔንዱለም አይነት ፣ፔንዱለም ዘንግ አይነት ፣ወዘተ ሊከፈሉ ይችላሉ ።የታጠፈ ሻጋታዎች የተለመዱ ዓይነቶች እና አወቃቀሮች የሚከተሉት ናቸው።
⒈ቪ.በአንድ የፕሬስ ምት ውስጥ የመታጠፍ ሂደትን የሚያጠናቅቁ ዩ-ቅርጽ ያላቸው ክፍት የታጠፈ ሻጋታዎች ነጠላ-ሂደት መታጠፍ ሻጋታ ይባላሉ።ክፍት የታጠፈ ዳይ መዋቅር ለመታጠፍ ቅርጽ እና ልኬት ትክክለኛነት ዝቅተኛ መስፈርቶች ጋር ቀላል የታጠፈ ክፍሎች ሂደት ማጠናቀቅ ይችላሉ.ከታች ያለው ምስል የ V እና U-ቅርጽ ያላቸው ክፍሎች ክፍት መታጠፍ መዋቅርን ያሳያል, ይህም ቀላሉ የዳይ መዋቅር ነው.

ለ U እና V ቅርጽ ያላቸው ክፍሎች መታጠፍ ክፈት
የሁሉም የሻጋታዎች ስብስብ የላይኛው እና የታችኛው ሻጋታ ክፍት ዓይነት, ለማምረት ምቹ እና ጠንካራ ተለዋዋጭነት አላቸው.ይሁን እንጂ, ሻጋታው ለማጣመም በሚውልበት ጊዜ, የሉህ ቁሳቁስ በቀላሉ ለመንሸራተት ቀላል ነው, የታጠፈውን ክፍል የጎን ርዝመት ለመቆጣጠር ቀላል አይደለም, እና የስራውን ትክክለኛነት የማጣመም ትክክለኛነት ቀላል አይደለም.የ U ቅርጽ ያለው ቁራጭ የታችኛው ክፍል ከፍ ያለ እና ያልተስተካከለ ነው።
⒉የታጠፈውን ክፍሎች የማጣመም ትክክለኛነት ለማሻሻል እና የታጠፈውን ባዶ መንሸራተትን ለመከላከል በመሳሪያው ላይ እንደሚታየው የማጣመም ዳይ መዋቅርን መጠቀም ይቻላል
አኃዝ
በሥዕሉ (ሀ) የፀደይ ኤጀክተር ዘንግ 3 በማጠፍ ጊዜ ባዶው እንዳይዘዋወር ለመከላከል የሚያገለግል መሣሪያ ነው።በስእል (ለ) ውስጥ, የሚጫኑ መሳሪያዎች ተዘጋጅተዋል.በማተም ጊዜ, ባዶው በጡጫ 1 እና በመተጣጠፊያው ላይ ተጭኗል.3. ቀስ በቀስ ወደ ታች ይወርዳሉ, በሁለቱም ጫፎች ላይ ያሉት ያልተጫኑ እቃዎች በሴቷ ሻጋታ ክብ ማዕዘኖች ላይ ይንሸራተቱ እና ይጎነበሳሉ, በወንዱ ሻጋታ እና በሴቷ ሻጋታ መካከል ባለው ክፍተት ውስጥ ይገባሉ እና ክፍሎቹን ወደ ዩ ቅርጽ ይቀይራሉ.የቆርቆሮው ቁሳቁስ ሁል ጊዜ በጡጫ 1 እና በመታጠፊያው 3 መካከል ባለው ግፊት መካከል ባለው መታጠፊያ ሂደት ውስጥ ስለሆነ የ U-ቅርጽ ያለው ቁራጭ የታችኛው ክፍል ጠፍጣፋነት በተሻለ ሁኔታ ቁጥጥር ሊደረግበት ይችላል ፣ እና የታጠፈ ትክክለኛነት በተሻለ ሁኔታ ሊረጋገጥ ይችላል።

የ V እና U-ቅርጽ ያላቸው ክፍሎችን በማጣመም መሳሪያ
⒊የከፊል ክብ መታጠፍ የሻጋታ ዲያግራም ከፊል ክብ ቅርጽ ያለው የታጠፈ ሻጋታ አወቃቀር ያሳያል።በሚሰሩበት ጊዜ ባዶውን በነፃነት መንቀሳቀስ እንዳይችል በአቀማመጥ ሳህኖች መካከል ያስቀምጡት.ማተሚያው ሲወርድ, የቁሳቁሱን ገጽታ ለመገናኘት ጡጫ ወደ አንድ የተወሰነ ቦታ ይወርዳል.ቡጢው መውደቁን በሚቀጥልበት ጊዜ ባዶው መታጠፍ ይጀምራል, እና የ fillet rg ይንሸራተታል.በተመሳሳይ ጊዜ ኤጀክተር 8 ወደ ታች ይንቀሳቀሳል እና ጸደይን ይጨመቃል.ቡጢው እየገፋ ሲሄድ ባዶው ታጥፎ ይመሰረታል እና ፀደይ ኃይልን ለማከማቸት ይጨመቃል።ቡጢው በሚነሳበት ጊዜ የኤጀክተር ፒን ክፍሉን አስወጣን ለመያዝ የፀደይቱን የመለጠጥ ኃይል ይጠቀማል።

ለከፊል ክብ ክፍሎች መታጠፍ ይሞታል
ባዶው በሚታጠፍበት ጊዜ የኃይሉን ሚዛን ለማረጋገጥ በዳይ 5 በሁለቱም በኩል ያለው የ fillet ራዲየስ r እኩል መሆን አለበት.ዳይ በታችኛው የዳይ መሠረት 7 ላይ በሁለት አቀማመጥ ካስማዎች እና አራት ብሎኖች ጋር ተስተካክሏል.ዳይ ሁለት U-ቅርጽ ያለው አቀማመጥ ሰሌዳዎች አሉት 4.
⒋የዱምፕሊንግ ሰንሰለት መታጠፍ ሻጋታ ምስል 7-35 የዱምፕሊንግ ሰንሰለት መታጠፍ ሻጋታ ያሳያል።ከነሱ መካከል: ሥዕል (ሀ) የዱብሊንግ ሰንሰለት ቅድመ-ታጠፈ ሻጋታ ነው, ማለትም, ቀጥ ያለ ባዶ ጫፍ ወደ ቅስት ውስጥ ቀድሞ የታጠፈ ነው, ከዚያም የሚቀጥለው ዙር ሂደት ይከናወናል;ሥዕል (ለ) ቀጥ ያለ የዱብሊንግ ሰንሰለት መታጠፍ ሻጋታ ነው ፣ እሱ ቀላል መዋቅር እና ቀላል የማምረት ጥቅሞች አሉት።እሱ በዋነኝነት ዝቅተኛ ጥራት መስፈርቶች ጋር ወፍራም እና አጭር-ርዝመት ክፍሎች ማንከባለል ላይ ይውላል;ምስል (ሐ) አግዳሚው የዱብሊንግ ሰንሰለት መታጠፊያ ሻጋታ ያሳያል፣ እሱም ዘንበል ያለውን ሽብልቅ ለመግፋት 3 ይጠቀማል።የክፍሎቹ ጥራት መፈጠር የተሻለ ነው, ነገር ግን የሻጋታ መዋቅር የበለጠ የተወሳሰበ ነው.ለሁለቱም የሻጋታ አወቃቀሮች, በማዞሪያው ጥራት ላይ ጥብቅ መስፈርቶች ካሉ, ከማንደሩ ጋር ያለው ክብ ቅርጽ መጠቀም ያስፈልጋል.

ለማጠፊያ ክፍሎች ማጠፍ
በአጠቃላይ, r / t> 0.5 (r የኩምቢው ራዲየስ ነው) እና የኩምቢው ጥራት ከፍ ያለ ሲሆን, ሁለት ቅድመ-ማጠፍዘዣ ሂደቶችን መጠቀም እና ከዚያም ሽቦው;መቼ r/t=0.5~2.2, ነገር ግን ጠመዝማዛው ክብ የጥራት መስፈርቶች አጠቃላይ ሲሆኑ, ዙሩ በአንድ ቅድመ-ማጠፍዘፍ ሊሽከረከር ይችላል;መቼ rlt ≥ 4 ወይም ዙር ላይ ተጨማሪ ጥብቅ መስፈርቶች አሉ, አንድ mandrel ያለው ዙር ጥቅም ላይ መዋል አለበት.
⒌የታጠፈ ሻጋታዎች ለተዘጉ እና ከፊል-የተዘጉ የመታጠፊያ ክፍሎች ለዝግ እና ከፊል-የተዘጉ የማጠፊያ ክፍሎች የመታጠፊያው ሻጋታዎች የበለጠ የተወሳሰቡ ናቸው ፣ እና የፔንዱለም ብሎኮች እና የታዘዙ የሽብልቅ አወቃቀሮች ብዙውን ጊዜ በማጠፊያዎች ውስጥ ያገለግላሉ።ምስል (ለ) በስእል (ሀ) ላይ የሚታየው ክላምፕ አይነት ሲሊንደሪክ ክፍል ያለው የፔንዱለም ብሎክ አይነት መታጠፊያ ዳይ መዋቅር የአንድ ጊዜ በቀጥታ የታጠፈ ነው ምክንያቱም የማጣመም ሂደቱ በተንቀሳቃሽ ዳይ ዥዋዥዌ ይጠናቀቃል 12 በማንደሩ ዙሪያ 11 , ስለዚህ ስዊንግ መታጠፍ ዳይ ይባላል.የፔንዱለም ማገጃ ማጠፍ የሻጋታ መዋቅር በከፊል የተዘጉ እና የተዘጉ የማጣመጃ ክፍሎችን ማጠናቀቅ ይችላል.

ፔንዱለም መታጠፍ ዳይ
በስእል (ሀ) ላይ እንደሚታየው የአንድ ጊዜ ቀጥታ መታጠፍ ወደ ፔንዱለም መታጠፍ የክላምፕ አይነት ሲሊንደሪክ ክፍል መዋቅር ይሞታል።የመታጠፊያው ሂደት በተንቀሳቃሽ ዳይ ዥዋዥዌ የተጠናቀቀ በመሆኑ 12 በ mandrel 11 ዙሪያ, ማወዛወዝ ማጠፍ ሻጋታ ይባላል.የፔንዱለም ማገጃ ማጠፍ የሻጋታ መዋቅር በከፊል የተዘጉ እና የተዘጉ የማጣመጃ ክፍሎችን ማጠናቀቅ ይችላል.
ሻጋታው በሚሠራበት ጊዜ ባዶው በተንቀሳቃሹ ዳይ ላይ ባለው የአቀማመጥ ቦይ ይቆማል 12. የላይኛው ሻጋታ ወደ ታች ሲንቀሳቀስ ኮር 5 መጀመሪያ ባዶውን ወደ ዩ ቅርጽ ይጎነበሳል, ከዚያም ኮር 5 ተንቀሳቃሽውን ሞተ 12 ለማወዛወዝ ይጫናል. የሥራውን ክፍል ለማጠፍ ወደ መሃል.የላይኛው ሻጋታ ከተነሳ በኋላ ተንቀሳቃሽ ሾጣጣ ሻጋታ 12 ይነሳል እና ከላይኛው ፖስት 10 በፀደይ 9 ተግባር ስር ይለያል.
የሚከተለው ስእል ከ 90 ዲግሪ ባነሰ የማጣመም አንግል ለተዘጉ እና ከፊል-የተዘጉ የማጠፊያ ክፍሎች ከግድግድ ሽብልቅ ጋር የታጠፈውን ዳይ አወቃቀር ያሳያል።

መታጠፍ ከ90 ዲግሪ ባነሰ አንግል በተገደበ ሽብልቅ ይሞታል።
ሻጋታው በሚሠራበት ጊዜ ባዶው ክፍል በመጀመሪያ በቡጢው ተግባር ስር ወደ ዩ-ቅርጽ ይጫናል 8. የላይኛው አብነት 4 ወደ ታች መሄዱን ሲቀጥል, ፀደይ 3 ተጨምቆበታል, እና ሁለቱ ገደላማ ዊቶች ⒉ ላይ ተጭነዋል. የላይኛው አብነት 4 በሮለር 1 ላይ ተጭኖ ተንቀሳቃሽ ሾጣጣ ሞጁሎች 5 እና 6 ከሮለር 1 ጋር ወደ መሃሉ እንዲሄዱ ያደርጋል።, የ U ቅርጽ ያለው ቁራጭ ሁለቱንም ጎኖች ከ 90 ° ባነሰ አንግል ወደ ውስጥ ማጠፍ።የላይኛው ሻጋታ ሲመለስ, ጸደይ 7 የሴት ሞጁሉን እንደገና ያስጀምረዋል.የሻጋታ አወቃቀሩ በፀደይ 3 የመለጠጥ ኃይል ላይ የሚመረኮዝ ስለሆነ ባዶውን ወደ ዩ-ቅርጽ ያለው ቁራጭ ለመጫን, በፀደይ ኃይል የተገደበ, ቀጭን ቁሳቁሶችን ለማጣመም ብቻ ተስማሚ ነው.
የመታጠፊያ ክፍሎችን ጥራት ለማረጋገጥ, የማጣመም ሂደቱን እና ተያያዥነት ያላቸው የዲዛይኖችን ንድፍ ሲፈጥሩ የሚከተሉት የሂደት መለኪያዎች ሊወሰኑ ይገባል.
⒈የታጠፈ ሃይል ስሌት፡- የማጠፊያው ሃይል የሚያመለክተው የስራ ክፍሉ አስቀድሞ የተወሰነውን መታጠፍ ሲያጠናቅቅ በፕሬሱ የሚኖረውን ግፊት ነው።የመታጠፊያው ኃይል ነፃ የመተጣጠፍ ኃይልን እና የማጎንበስ ኃይልን ማረም ያካትታል።
●የነጻ መታጠፊያ ሃይል ስሌት፡- በነጻ መታጠፍ ወቅት የሚታጠፍ ሃይል F የሚያመለክተው የቆርቆሮ ብረታ መበላሸት ለመጠምዘዝ የሚያስፈልገውን የመታጠፍ ሃይል ነው።

የት F ነጻ መታጠፊያ ኃይል-ነጻ መታጠፊያ ኃይል stamping ስትሮክ መጨረሻ ላይ, N;
K——የደህንነት ሁኔታ፣ በአጠቃላይ K=1.3 ይውሰዱ;
ለ - - የታጠፈው ክፍል ስፋት, ሚሜ;
t - - የማጠፊያው ቁሳቁስ ውፍረት, ሚሜ;
r - የውስጥ መታጠፊያ ግማሽ የታጠፈ ክፍል, ሚሜ;
የቁሱ ጥንካሬ ገደብ, MPa.
●የማስተካከያ የታጠፈ ሃይል ስሌት፡- መታጠፍን በሚስተካከልበት ጊዜ የሚታጠፍ ሃይል ከግጭት መታጠፍ ሃይል በጣም የሚበልጥ ስለሆነ እና ሁለቱ ሀይሎች እርስበርስ ስለሚሰሩ የማስተካከያ ሃይልን ብቻ ማስላት ያስፈልጋል።የ V ቅርጽ ያላቸው ክፍሎች እና ዩ-ቅርጽ ያላቸው ክፍሎች የማስተካከያ ኃይል F በሚከተለው ቀመር F የእርምት መታጠፊያ ኃይል = ኤፒ.
የት F - - መታጠፍ በሚታጠፍበት ጊዜ የመታጠፊያው ኃይል, N;
A--የማስተካከያው ክፍል ቀጥ ያለ ትንበያ ቦታ, mm2;
p——የማስተካከያ ኃይል በአንድ ክፍል፣ MPa፣ በሠንጠረዡ መሰረት ይምረጡ።
| ቁሳቁስ | ውፍረት t / ሚሜ | |
| ≤3 | >3 ~ 10 | |
| አል | 30-40 | 50-60 |
| ናስ | 60-80 | 80-100 |
| 10-20 ብረት | 80-100 | 100-120 |
| 25-35 ብረት | 100-120 | 120-150 |
| ቲታኒየም ቅይጥ TA2 | 160-180 | 180-210 |
| ቲታኒየም ቅይጥ TA3 | 160-200 | 200-260 |
● የኤጀክተር ሃይል ወይም የመልቀቂያ ሃይል ስሌት፡- የመታጠፊያው ሟች በኤጀክተር መሳሪያ ወይም ማፍሰሻ መሳሪያ ሲታጠቅ፣ የኤጀክተር ሃይል F ወይም የመልቀቅ ሃይል F ከነጻ መታጠፊያ ሃይል 30% ገደማ ~ 80% ሊሆን ይችላል።
●የፕሬስ ቶን መጠን መወሰን፡- የፕሬሱ ቶን የሚለየው እንደ ሁለቱ የነጻ መታጠፍ እና መታጠፍ ማስተካከል ነው።
ነፃ መታጠፍ በሚታጠፍበት ጊዜ፣ በማጠፊያው ሂደት ውስጥ ያለውን የኤጀክተር ሃይል ወይም የማውረድ ሃይልን ተፅእኖ ግምት ውስጥ በማስገባት የፕሬስ ቶን ኤፍ F ፕሬስ ቶን ≥ (1.3 ~ 1.8) F ነፃ የመታጠፍ ሃይል ነው።
መታጠፍን በሚያስተካክሉበት ጊዜ, የማስተካከያው ኃይል ከማስወጣት ኃይል እና ከማውረድ ኃይል በጣም ትልቅ ነው.የF top ወይም F ማራገፊያ ክብደት እዚህ ግባ የሚባል አይደለም፣ ስለዚህ የፕሬሱ ቶን F press tonnage ≥ F የመታጠፍ ሃይል ማስተካከል ነው።
⒉የታጠፈ የዳይ ክፍተትን መወሰን በቡጢ እና በዳይ መካከል ያለው ክፍተት Z መጠን ለመታጠፍ በሚፈለገው ግፊት እና በክፍሎቹ ጥራት ላይ ትልቅ ተጽእኖ አለው።
የ V ቅርጽ ያለው ሥራ በሚታጠፍበት ጊዜ በኮንቬክስ እና በተሰነጣጠሉ ቅርጻ ቅርጾች መካከል ያለው ክፍተት የፕሬስ መዝጊያውን ቁመት በማስተካከል ይቆጣጠራል, ስለዚህ በሻጋታ መዋቅር ላይ ያለውን ክፍተት መወሰን አያስፈልግም.
የ U-ቅርጽ ያላቸው የስራ ክፍሎችን በሚታጠፍበት ጊዜ, ተስማሚ ክፍተት መመረጥ አለበት.የክፍተቱ መጠን ከስራው ጥራት እና ከመጠምዘዝ ኃይል ጋር ትልቅ ግንኙነት አለው.ለአጠቃላይ የመታጠፊያ ክፍሎች ክፍተቱ ከጠረጴዛው ሊገኝ ይችላል ወይም በቀጥታ በሚከተለው ግምታዊ ስሌት ቀመር ሊገኝ ይችላል.
ብረት ያልሆኑ ብረቶች (ቀይ መዳብ፣ ናስ)፣ Z=(1~1.1)t ሲታጠፍ
ብረት ሲታጠፍ=(1.05~~1.15)t
የሥራው ትክክለኛነት ከፍ ባለበት ጊዜ, ክፍተቱ ዋጋ በትክክል መቀነስ አለበት, Z = t ን ይወስዳል.በማምረት, የቁሳቁስ ውፍረት ቀጭን መሆን በማይኖርበት ጊዜ, የፀደይ ጀርባን ለመቀነስ, ወዘተ, እንዲሁም አሉታዊውን ክፍተት ይውሰዱ, Z = (0.85 ~ 0.95) t ይውሰዱ.
⒊የታጠፈ ዳይ የስራ ክፍል መጠን በማስላት ላይ ከታጠፈ ዳይ የስራ ክፍል ንድፍ በዋናነት convex እና ጎድጎድ ሻጋታ fillet ራዲየስ እና ሾጣጣ እና ጎድጎድ ሻጋታ መጠን እና የማኑፋክቸሪንግ መቻቻል ለመወሰን ነው.
የጡጫው ጥግ ራዲየስ በአጠቃላይ ከተጠማዘዘው ክፍል ውስጠኛው ማዕዘን ራዲየስ ትንሽ ያነሰ ነው.በሟቹ መግቢያ ላይ ያለው የማዕዘን ራዲየስ በጣም ትንሽ መሆን የለበትም, አለበለዚያ, የእቃው ገጽታ ይሳሳል.የሟቹ ጥልቀት ተገቢ መሆን አለበት.በጣም ትንሽ ከሆነ, በሁለቱም የስራው ጫፍ ላይ በጣም ብዙ ነፃ ክፍሎች ይኖራሉ, እና የታጠፈው ክፍል በከፍተኛ ሁኔታ ይመለሳል, እና ቀጥተኛ አይሆንም, ይህም የክፍሉን ጥራት ይነካል;በጣም ትልቅ ከሆነ, የበለጠ የሟች ብረት ይበላል እና ረዘም ያለ የፕሬስ ምት ያስፈልገዋል.
የዳይ ውፍረት H መጠን እና ጎድጎድ ጥልቀት V-ቅርጽ ክፍሎች መታጠፊያ ለ ይወሰናል.የሟቹ መዋቅር በስዕሉ ላይ ይታያል.የሞቱ ውፍረት H መጠን እና ጎድጎድ ጥልቀት በሰንጠረዡ ውስጥ ተወስኗል.

የታጠፈ የ V ቅርጽ ያለው ክፍል የሻጋታ መዋቅር ንድፍ ንድፍ
የተጠማዘዘ የ V ቅርጽ ያለው ክፍል H እና h ልኬቶችን መወሰን.
| ውፍረት | <1 | 1 ~ 2 | 2 ~ 3 | 3 ~ 4 | 4 ~ 5 | 5 ~ 6 | 6 ~ 7 | 7 ~ 8 |
| h | 3.5 | 7 | 11 | 14.5 | 18 | 21.5 | 25 | 28.5 |
| H | 20 | 30 | 40 | 45 | 55 | 65 | 70 | 80 |
ማስታወሻ:
1. የማጠፊያው አንግል 85 ° ~ 95 °, L1 = 8t, r convex = r1 = t.
2. k (ትንሽ መጨረሻ) ≥ 2t ሲሆን, የእሱ ዋጋ በቀመር h=L1 / 2-0.4t መሰረት ይሰላል.
●የታጠፊው ራዲየስ ራዲየስ እና ጥልቀት መወሰን የ fillet ራዲየስ r concave እና የ V-ቅርጽ ያለው እና የ U-ቅርጽ ያለው ጥልቀት L0 በምስል እና ከዚህ በታች ባለው ሰንጠረዥ ይታያል።

የታጠፈ የዳይ መዋቅር መጠን
●የታጠፈ ጡጫ እና መሞት የስራ መጠን ስሌት።
የ workpiece ውጫዊ ልኬቶችን ማረጋገጥ ያስፈልገዋል ጊዜ, concave ሻጋታው እንደ ማጣቀሻ መውሰድ, እና ክፍተት ጡጫ ላይ ይወሰዳል;የሥራው ክፍል ከውስጥ ልኬቶች ጋር ምልክት ከተደረገበት ፣ ጡጫውን እንደ ማመሳከሪያው ይውሰዱ እና ክፍተቱ በተሰካው ሻጋታ ላይ ይወሰዳል።
የሥራው ክፍል የውጭውን ልኬቶች ማረጋገጥ በሚፈልግበት ጊዜ ፣ የኮንካው ሻጋታ L መጠን እና የጡጫ L convex መጠን በሚከተሉት ቀመሮች መሠረት ይሰላሉ ።

የሥራው ውስጣዊ ገጽታ ዋስትና በሚሰጥበት ጊዜ የጡጫ መጠን L convex እና የኮንኬቭ ሞት መጠን L concave በሚከተሉት ቀመሮች መሠረት ይሰላሉ ።

የታጠፈ ሻጋታዎችን መጠቀም የተለያዩ በአንጻራዊነት ውስብስብ ቅርጾችን ማቀናበርን ሊያጠናቅቅ ይችላል.ከነሱ መካከል, የመታጠፊያው ቅርጽ ንድፍ የቅርጽ, የመጠን እና የመታጠፊያ ክፍሎችን ትክክለኛነት ለማረጋገጥ ቁልፍ ነው.በዚህ ምክንያት, የታጠፈውን ሻጋታ ሲፈጥሩ እና ሲተገበሩ ለሚከተሉት አስፈላጊ ነገሮች ትኩረት መስጠት አለባቸው.
⒈ብቃቱን ያሟሉ የታጠፈ ክፍሎችን በኢኮኖሚ እና በምክንያታዊነት ለማምረት ብዙውን ጊዜ የታጠፈው ክፍል የመጠን መቻቻል ደረጃ ከ IT13 የተሻለ መሆን አለበት እና የማዕዘን መቻቻል ከ 15' በላይ መሆን አለበት።የሚከተለው ሰንጠረዥ ለተለያዩ የማተም እና የማጣመም ክፍሎች ሊደረስባቸው የሚችሉትን የመቻቻል ደረጃዎች ያሳያል።
የአጠቃላይ የመታጠፊያ ክፍሎች የማዕዘን መቻቻል በሠንጠረዥ ውስጥ ይታያል.በሠንጠረዡ ውስጥ ያለው ትክክለኛ-ደረጃ አንግል መቻቻል ሊደረስበት የሚችለው የቅርጽ ሂደቶችን በመጨመር ብቻ ነው.

| ውፍረት t / ሚሜ | A | B | C | A | B | C |
| ኢኮኖሚያዊ | ትክክለኛነት | |||||
| ≤1 | IT13 | IT15 | IT16 | IT11 | IT13 | IT13 |
| >1 ~ 4 | IT14 | IT16 | IT17 | IT12 | IT13~14 | IT13~14 |
የታጠፈ ክፍሎች መቻቻል ክፍል
| የታጠፈ ክፍል አጭር ጎን | >1 ~ 6 | >6-10 | >10-25 | >25-63 | >63-160 | >160-400 |
| ኢኮኖሚያዊ | ±1°30'~±3° | ±1°30'~±3° | ±50'~±2° | ±50'~±2° | ±25'~±1° | ±15'~±30' |
| ትክክለኛነት | ±1° | ±1° | ± 30' | ± 30' | ± 20' | ± 10' |
⒉ትክክለኛ እና ምክንያታዊ የመታጠፍ ሂደት እቅድ ማዘጋጀት የታጠፈውን ክፍሎች ጥራት ለማረጋገጥ ቅድመ ሁኔታ ነው።በአጠቃላይ ፣ የማጣመም ሂደት እቅድ ሲዘጋጅ ፣ ቀላል ቅርፅ ላላቸው የታጠፈ ክፍሎች ፣ የአንድ ጊዜ መፈጠር በዋናነት ይታሰባል።በዚህ ጊዜ ዋናው ግምት የሂደቱ አደረጃጀት የሥራውን ክፍል ዋስትና ይሰጥ እንደሆነ መሆን አለበት የቅርጽ መጠን, መጠን እና የመቻቻል ደረጃ ያስፈልጋል;በጣም ውስብስብ ቅርጾች ላላቸው ጥምዝ ክፍሎች, በአጠቃላይ ሁለት ወይም ከዚያ በላይ ማጠፍያዎች ጥቅም ላይ ይውላሉ.በተለይ ለትንንሽ የስራ እቃዎች, የተወሳሰቡ የሻጋታዎች ስብስብ በተቻለ መጠን በተቻለ መጠን ጥቅም ላይ መዋል አለባቸው, ይህም የታጠፈውን ክፍሎች አቀማመጥ እና አሠራር የደህንነት ችግሮችን ለመፍታት ይረዳል.እንዲሁም ተራማጅ ሻጋታዎችን ለመጠቀም ጭረቶችን, ጥቅልሎችን, ወዘተ መጠቀም ይቻላል.ለብዙ የመታጠፊያ ክፍሎች, በአጠቃላይ, በመጀመሪያ የሁለቱን ጫፎች ማዕዘኖች ማጠፍ እና ከዚያም የመካከለኛውን ክፍል ማዕዘኖች ማጠፍ, እና የቀደመው መታጠፍ የሚቀጥለውን መታጠፍ አስተማማኝ አቀማመጥ ግምት ውስጥ ማስገባት አለበት.የኋለኛው መታጠፍ ቀደም ሲል የተሠራውን ክፍል አይጎዳውም.ብዙ ማዕዘኖች እና የታጠፈ ጊዜ ክፍሎችን ለማተም እና ያልተመጣጠነ ቅርጾች ያላቸውን ክፍሎች ለማተም ፣ ጥቅም ላይ የዋለውን ሂደት አስተማማኝነት ትኩረት መስጠት ያስፈልጋል ።በቀዳዳዎች ወይም በመቁረጥ ክፍሎችን ለመምታት በተለይ ሊፈጠሩ የሚችሉ ወይም በመታጠፍ ውጤት ምክንያት ለሚታዩ የመጠን ስህተቶች ትኩረት ይስጡ።በዚህ ጊዜ, ከታጠፈ በኋላ ቡጢ እና መቁረጥ ይሻላል.እንዲሁም ትላልቅ ወፍራም ሳህኖች መታጠፍ ብዙውን ጊዜ ሻጋታዎችን ወይም ጎማዎችን በሚመለከት በፕሬስ ላይ ይከናወናል።በዚህ ጊዜ የመታጠፊያው ሂደት በዋናነት ኢኮኖሚውን፣ ምክንያታዊነትን እና ጥሩ አሰራርን እና መቆየቱን ማጤን አለበት።
⒊የታጠፈ ዳይ መንደፍ ጊዜ, ይህ ከታጠፈ ክፍሎች ሂደት ቴክኖሎጂ በማጣመር, በጥንቃቄ እየተሰራ ክፍሎች መዋቅር ያለውን መታጠፊያ ሂደት ውስጥ ሊከሰቱ የሚችሉ ችግሮችን መተንተን, እና ሻጋታ ንድፍ ወቅት ተጓዳኝ እርምጃዎችን መውሰድ, ስለዚህ አስፈላጊ ነው. የተነደፈው የሻጋታ መዋቅር የማቀነባበሪያ መስፈርቶችን ማሟላት ይችላል.ለምሳሌ: በነጠላ-አንግል መታጠፍ, በማጠፍ ሂደት ውስጥ ባለው ያልተመጣጠነ የመታጠፍ ኃይል ምክንያት, የሉህ ቁሳቁስ ለመንሸራተት የተጋለጠ ነው.ስለዚህ, በሻጋታ መዋቅር ውስጥ, ጸረ-ስኪድ እርምጃዎች ሊኖሩ ይገባል.የሚከተለው አኃዝ ብዙውን ጊዜ አጣዳፊ-አንግል የታጠፈ ክፍሎችን በማቀነባበር ውስጥ ጥቅም ላይ የሚውሉትን መለኪያዎች ያሳያል-ምስል (ሀ) በቦርዱ ላይ ያሉትን ቀዳዳዎች በመጠቀም ወይም የሂደቱን ቀዳዳዎች በመጨመር በተለምዶ ጥቅም ላይ የሚውል አቀማመጥ ነው ።ምስል (ለ) የጎን እንቅስቃሴን ለመከላከል የሻጋታውን አቀማመጥ በመጠቀም እና ከጠንካራው የፕሬስ ጠርዝ ጋር በመተባበር ኃይሉ በክፍሉ መታጠፍ ምክንያት ሊከሰት የሚችለውን መንሸራተት ይቆጣጠራል;እና ምስል (ሐ) የሻጋታውን ኃይለኛ የመጫን ኃይል ይጠቀማል, እና በተመሳሳይ ጊዜ, ለማጣመም ያዘመመበትን ሽብልቅ ይጠቀማል.የማጠፊያው ሂደት ለስላሳ እና ለስላሳ ስለሆነ, የታጠፈው ክፍል ትክክለኛነት የተሻለ ነው እና የማጣመም መልሶ ማገገሚያውን በተሻለ ሁኔታ መቆጣጠር ይችላል.

የታጠፈ ዳይ ፀረ-ተንሸራታች መዋቅር
ከላይ ያለው የመታጠፍ ዳይ የፀረ-ስኪድ መዋቅር ለሁሉም ነጠላ-አንግል ማጠፍ ተስማሚ ነው.የፕሬስ ጠፍጣፋው በቆርቆሮው ላይ ያለውን የመደናቀፍ ውጤት ለመጨመር, የፀደይ ኃይልን ከመጨመር በተጨማሪ, ክፍሉ ከፍተኛ ጥራት ያለው ጥራት የማይፈልግ ከሆነ, የሚከተሉት እርምጃዎች ብዙ ጊዜ ሊወሰዱ ይችላሉ.ምስል (ሀ) የታችኛው ሻጋታ በሚወጣው ማገጃ ውስጥ ስለታም ህመም መጫኑን ያሳያል።የ 60 ° ሹል አንግል ከ 0.1 እስከ 0.25 ሚ.ሜ ከተጫነው የማገጃ አውሮፕላን ይወጣል ፣ እና የሉህ ቁሳቁስ በሹል ጥግ ላይ በጡጫ ይጫናል።የጠቆመው ፒን ቁመቱ በጭንቅላቱ ላይ ባለው ክር ላይ ባለው መቀርቀሪያ ተስተካክሏል, እና ከውጭ ክር ጋር በለውዝ ተቆልፏል;ምስል (ለ) በላይኛው ሻጋታ ላይ ባለው የፀደይ ግፊት ንጣፍ ላይ የሾለ ፒን መጨመር እና ቁሱ ሲታጠፍ እና ሲጫኑ ቦርዱን ሳይንሸራተቱ ወደ ሳህኑ ውስጥ ይጣበቃል.

የግፊት ኃይልን ለመጨመር መንገዶች
በብዛት ጥቅም ላይ የዋለው የፒን ማተሚያ ቅጽ በሥዕሉ ላይ ይታያል፡-

ፒን መጫን የተለመደ ዓይነት
ስእል (ሀ) የሹል ጫፍን ውጫዊውን ጫፍ ወደ ቦርዱ ወለል መጠቅለል ነው, እና የሽብልቅ ጥልቀት ከ 0.12 ሚሜ በታች ነው;ሥዕል (ለ) የማቆሚያ ፒን ከቢላ ጋር ነው ፣ ውጤቱ የተሻለ ነው ፣ የክብ ፒን መዞርን ለመከላከል ፣ ሌላ መጠቀም ይችላሉ ክብ ፒን በረዥሙ ግሩቭ ሐ.ሥዕል (ሐ) በጭንቅላቱ ላይ የተቀረጸ ንድፍ ያለው ፒን ነው።የሉህ ቁሳቁስ በጣም ብዙ የማይንቀሳቀስባቸው አጋጣሚዎች ጥቅም ላይ ይውላል, ነገር ግን ከተጠቀሙ በኋላ, በሉሁ ላይ ምንም ግልጽ የሆነ ጉድጓድ የለም;ስዕል (መ) ጥቅም ላይ ይውላል የሉህ ቁሳቁስ ትልቅ እንቅስቃሴ በሚደረግበት ጊዜ, ሹል ሽብልቅ e 8 ° -12 °, የእርዳታ አንግል 25 ° -30 ° ነው, እና ረጅም ግሩቭ ረ ደግሞ ለመከላከል ጥቅም ላይ ይውላል. የቦሉን ማዞር.
ሌላው ምሳሌ በሚከተለው ምስል (ሀ) ላይ የሚታየው መታጠፊያው ሞቶ ጡጫ ሲጫን ለመታጠፍ ጥቅም ላይ የሚውል ከሆነ ያልተመጣጠነ ባለ ብዙ ጎን መታጠፊያ ክፍሎችን ሲታጠፍ ነጥብ B በመጀመሪያ ንብረቱን ያገናኛል ፣ ይህም በባዶ ላይ ባልተመጣጠነ ኃይል ይከሰታል።ማካካሻ እና ከዚያ የ C-ነጥብ ግንኙነት ባዶው በሁለት አቅጣጫዊ ግፊት እንዲታጠፍ ያደርገዋል።ቡጢው መውደቁን በሚቀጥልበት ጊዜ፣ ነጥቡ B በነጥቦች A እና C መካከል ባለው የግጭት ተቃውሞ ስለሚነካ በማእዘኑ B ላይ ያለው ቁሳቁስ በጥብቅ ተዘርግቶ ይሰበራል።በሚከተለው ስእል (ለ) ላይ የሚታየው የማጣመም ዘዴ ከተወሰደ, ማለትም, የኮንቬክስ እና የተንቆጠቆጡ ሻጋታዎች የሥራ ክፍሎች ወደ ዘንበል ሁኔታ ከተሠሩ, ከላይ የተጠቀሱትን ጉድለቶች ማሸነፍ ይቻላል.ይህ የሆነበት ምክንያት የቁስ ኃይል ነጥብ B በቋሚ ማዕከላዊ መስመር ላይ ስለሚገኝ እና የግፊት ማእከላዊ ነጥብ D በትክክል AC (ማለትም AD = DC) ይከፋፈላል.ስለዚህ, ጡጫውን ሲጫኑ, በ A እና C ላይ ያሉት ኃይሎች አንድ ዓይነት እና እኩል ናቸው, ይህም ይከላከላል ባዶው ይቀየራል, እና በተመሳሳይ ጊዜ, በ B ጥግ ላይ ያለው የቁሱ የተዘረጋው ሁኔታ ይለወጣል, በዚህም ያረጋግጣል. የክፍሉ ጥራት.

ያልተመጣጠነ ባለ ብዙ ጎን ማጠፍያ ክፍሎች መታጠፍ ዘዴ
⒋የማጠፊያ ክፍሎችን የማቀነባበሪያ ቁሳቁሶችን እና የገጽታ ጥራት መስፈርቶችን በጥንቃቄ መተንተን ያስፈልጋል.ከፍተኛ የገጽታ ጥራት መስፈርቶች ጋር እና ጉዳት ተጋላጭ ያልሆኑ ferrous ብረቶች, ክፍሎች ጥራት እና ሻጋታ አገልግሎት ሕይወት ለማረጋገጥ, ተገቢውን ሂደት ዘዴ የሚወሰነው እና ተጓዳኝ ሻጋታ መዋቅር መንደፍ አለበት.በአጠቃላይ, የሚገኘው የሻጋታ መዋቅር እንደሚከተለው ነው.
የሚከተለው ምስል (ሀ) ሰበቃ ለመቀነስ እና ጥምዝ ወለል ለመጠበቅ ወደ ሾጣጣ ሻጋታው ላይ rollers ጋር ሻጋታ መዋቅር ነው;የሚከተለው ምስል (ለ) የሻጋታ መዋቅር ብቻ ሮለቶች;የሚከተለው ምስል (ሐ)

የተጠማዘዘውን ወለል ለመከላከል የታጠፈ የሞት መዋቅር
በማንዣበብ የሚታጠፍ ዳይ ነው።ግጭት ስለሚወገድ, የተጠማዘዘውን ገጽታ ለመከላከል ይረዳል.የስራ ክፍሎችን ከጎን ወይም ከሌሎቹ ጋር ለማጣመም ሊያገለግል ይችላል።
ወፍራም እና ጠንካራ ሳህኖች በሚታጠፍበት ጊዜ ፣ የታጠፈው ዳይ በስእል (ሀ) ላይ የሚታየውን የማዕዘን ቅርፅ መውሰድ አለበት።ሾጣጣው የዳይ አፍ ወደ 30° ዘንበል ይላል፣ እና በዳይ እና በኮንቬክስ ዳይ መካከል ያለው ክፍተት 3t ነው፣ ከዚያም የተጠጋጋው ጥግ እና ቀጥታ አውሮፕላኑ በተቀላጠፈ ሁኔታ ይቀየራሉ፡ rd=(0.5~2)t፣ rd2=( 2 ~ 4) ቲ.አስፈላጊ ከሆነ, የሻጋታውን የሽግግር ክፍል ወደ ጂኦሜትሪክ ቅርጾች ለምሳሌ በፓራቦላ ውስጥ በቀላሉ ወደ ጉድጓዱ ውስጥ ለመንሸራተት ቀላል ነው, ስለዚህም የቁሳቁስ ፍሰት መቋቋም አነስተኛ ነው, ፍሰቱ የተረጋጋ, ከጉድጓዱ ጋር ያለው የመገናኛ ቦታ ይጨምራል. , እና የኩምቢው የጨመቁ ውጥረት ይቀንሳል.የዳይ የተጠጋጋ ማዕዘኖች agglomeration የተጋለጡ አይደሉም, እና ምንም ጫና, የታጠፈ ክፍል እና ሕይወት ይሞታሉ መካከል ምስረታ ጥራት ያሻሽላል ያለውን workpiece ላይ ተቋቋመ አይደለም.ወፍራም ያልሆኑ ferrous ብረት ከታጠፈ, workpiece እና ዳይ አፍ መፍጨት መታጠፊያ ወቅት ጎድጎድ ለመከላከል, እና የወጭቱን ያለውን የሚያፈነግጡ ምክንያት, በስእል (ለ) ላይ የሚታየው ሮለር ይሞታል ከታጠፈ ጥቅም ላይ ሊውል ይችላል.በሚሰሩበት ጊዜ, የ workpiece ባዶ ቦታ ካስማዎች መካከል ከተቀመጠ በኋላ, ጡጫ ወደ ታች ይንቀሳቀሳል, እና ባዶ በተቀላጠፈ rollers መካከል ግርጌ የማገጃ የታጠፈ ነው.የሾለ ሻጋታው ጥልቀት ((8~12)t ነው እና አሉታዊ ክፍተት (0.9~0.95)t ጥቅም ላይ ሊውል ይችላል፣ እንደገና መመለስን ለመቀነስ ትልቅ ተጽዕኖ ዘዴ።

ወፍራም የታርጋ መታጠፍን ለመከላከል መታጠፍ ይሞታል።
ብረት ከታጠፈ ለ workpiece እና ይሞታሉ አፍ ከታጠፈ ጊዜ ጎድጎድ ውጭ መፍጨት ለመከላከል, እና ሉህ ቁሳዊ ያለውን መዛባት መንስኤ, በስእል (ለ) ላይ የሚታየው ሮለር ይሞታል ከታጠፈ ጥቅም ላይ ሊውል ይችላል.በሚሰሩበት ጊዜ, የ workpiece ባዶ ቦታ ካስማዎች መካከል ከተቀመጠ በኋላ, ጡጫ ወደ ታች ይንቀሳቀሳል, እና ባዶ በተቀላጠፈ rollers መካከል ግርጌ የማገጃ የታጠፈ ነው.የሾለ ሻጋታው ጥልቀት ((8 ~ 12) t እና አሉታዊ ክፍተቱ (0.9~0.95) t ጥቅም ላይ ሊውል ይችላል ። እንደገና መመለስን ለመቀነስ ትልቅ ተጽዕኖ ዘዴ።
በተጨማሪም ፣ የብረት ያልሆኑ ብረቶችን ለማጣመም ፣ የዲዳው ክብ ማዕዘኖች ሁል ጊዜ ለስላሳ እና ንጹህ መሆን አለባቸው ፣ እና የሙቀት ሕክምና እስከ 58-62HRC።አይዝጌ ብረትን ለማጣመም ፣ የዳይቱ የሥራ ክፍል እንደ ማስገቢያ መዋቅር እና ከአሉሚኒየም ነሐስ የተሠራ ነው ።

ብረት ያልሆኑ ብረቶች መታጠፍ
⒌V-ቅርጽ ያለው፣ ዩ-ቅርጽ ያለው፣ ዜድ-ቅርጽ ያለው እና ሌሎች በቀላል ቅርጾች፣ በርካታ ዝርያዎች እና በምርት ላይ ለሚታዩ አነስተኛ የማምረቻ ስብስቦች፣ የሻጋታ ማምረቻ ዑደቱን ለማሳጠር እና የምርት ማምረቻ ወጪዎችን ለመቀነስ በአጠቃላይ የታጠፈ ሻጋታዎች በአጠቃላይ ሊታጠፍ ይችላል። የክፍሎቹን ሂደት ለማጠናቀቅ ጥቅም ላይ ይውላል.
⒍V እና U-ቅርጽ ያላቸውን ክፍሎች ለማጣመም አጠቃላይ የታጠፈ ዳይ መዋቅር በፕሬስ ላይ ጥቅም ላይ ይውላል።የዚህ ዓይነቱ የሻጋታ ባህሪ ሁለቱ ሾጣጣ ቅርጾች 7 አራት ማዕዘን ቅርጾችን ለመሥራት እና በ V እና U-ቅርጽ ያላቸው ክፍሎችን በተለያዩ ማዕዘኖች ለማጠፍ ከአራት ዓይነት ኮንቬክስ ሻጋታዎች ጋር ይጣጣማሉ.
በሚሠራበት ጊዜ ባዶው በአቀማመጥ 4 ላይ ተቀምጧል, እና የአቀማመጥ ሰሌዳው እንደ ባዶው መጠን ወደ ኋላ እና ወደ ፊት እና ወደ ግራ እና ቀኝ ሊስተካከል ይችላል.የ ሾጣጣ ሻጋታ 7 ሻጋታው መሠረት 1 ውስጥ ተጭኗል እና ብሎኖች 8. የ concave ሻጋታ እና አብነት H7 / m6 የሽግግር የሚመጥን ወደ እየተሰራ ነው, ከታጠፈ ጥራት እና workpiece ትክክለኛነት ለማረጋገጥ.የሥራው ክፍል ከተጣመመ በኋላ የታችኛው ክፍል እንዳይታጠፍ ለመከላከል በኤጀክተር ዘንግ ⒉ በጠባቂው በኩል ሊወጣ ይችላል.
ከታች ያለው ምስል የ U-ቅርጽ ያላቸውን ክፍሎች ለማጣመም አጠቃላይ የታጠፈውን የሞት መዋቅር ያሳያል።
የሙሉ የሻጋታዎች ስብስብ የሥራ ክፍሎች የተለያየ ስፋቶች, የተለያየ ውፍረት እና የተለያዩ ቅርጾች (U, በርካታ ቅርጾች) ያላቸውን ክፍሎች ለማቀናጀት ተንቀሳቃሽ መዋቅርን ይይዛሉ.ጥንድ ተንቀሳቃሽ ሾጣጣ ሻጋታዎች 14 በሻጋታ እጀታ 12 ውስጥ ተጭነዋል, እና የሁለቱም ሾጣጣ ቅርጾችን የስራ ስፋት በተለያየ የመታጠፊያ ክፍሎች ስፋት መሰረት 8 ን በማስተካከል በተገቢው መጠን ማስተካከል ይቻላል.አንድ ጥንድ ejector ብሎኮች 13 ሁልጊዜ በፀደይ 11 እርምጃ ስር ወደ ሾጣጣው ሞት ቅርብ ናቸው እና የቁሳቁስን ተጭኖ በመደገፊያ ሳህን 10 እና በኤጀክተር ዘንግ በኩል የማስወጣት ሚና ይጫወታሉ። ልዩ የሻጋታ እጀታ 1 ፣ እና የጡጦቹ የስራ ስፋት በብሎኖች 2 ሊስተካከል ይችላል።

ክፍሎችን በሚታጠፍበት ጊዜ ሁለተኛ ደረጃ ጡጫ 7 ያስፈልጋል, እና የሁለተኛው ጡጫ ቁመት በ 4, 6 እና ዘንበል ያለ የላይኛው እገዳ 5. የ U ቅርጽ ያለው ቁራጭ ሲታጠፍ ወደ ከፍተኛው ቦታ ሊስተካከል ይችላል. .
በማተሚያው ላይ በማጣመም ሂደት በጣም አስፈላጊው የማጣመም ሂደት ነው።ማቀናበሪያው የተሳሳቱ ድርጊቶችን ለመከላከል በቴምብር ኦፕሬሽን ደንቦች መሰረት በጥብቅ መከናወን አለበት.የክፍሎቹን የማጣመም ሂደት ለማጠናቀቅ, የመታጠፊያው ዳይ መትከል እና ማስተካከል በቅድሚያ መደረግ አለበት.
⒈የማጠፊያው መጫኛ ዘዴ የመታጠፊያው ዳይ የመትከያ ዘዴ በሁለት ይከፈላል፡- የማይመራ መታጠፍ እና የተመራ መታጠፍ ይሞታል።የመጫኛ ዘዴው እንደ ጡጫ ዳይ ጋር ተመሳሳይ ነው.የመታጠፊያው መትከያ መትከል በኮንቬክስ እና በኮንቬክስ መካከል ካለው ክፍተት ጋር ተመሳሳይ ነው.ከመስተካከያው, ከተለቀቀው መሳሪያ, ወዘተ ጋር ከመስተካከል በተጨማሪ, ሁለቱ የመታጠፊያ ሞቶች በተጨማሪ የላይኛው እና የታችኛው የላይ እና የታችኛው አቀማመጥ በፕሬስ ማተሚያ ላይ በተመሳሳይ ጊዜ ማስተካከል አለባቸው.በአጠቃላይ በሚከተሉት ዘዴዎች ሊከናወን ይችላል.

ሁለንተናዊ መታጠፍ ለ U-ቅርጽ እና አራት ማዕዘን ቅርጽ ያላቸው ክፍሎች ተስማሚ ነው
በመጀመሪያ ፣ የላይኛውን ዳይ በማጠፍ ፣ የጭቃቂው ማስተካከያ በፕሬስ ማንሸራተቻው ላይ መደረግ አለበት ፣ ከዚያም ከባዶው ትንሽ ወፍራም የሆነ gasket ወይም ናሙና በላይኛው ጡጫ የታችኛው አውሮፕላን እና የታችኛው የፍሳሽ ንጣፍ መካከል መቀመጥ አለበት ። ይሞታሉ እና ከዚያ የማስተካከያ ማያያዣውን ይጠቀሙ የርዝመቱ ዘዴ ተንሸራታቹ በመደበኛው የታችኛው የሞተ ማእከል ውስጥ ያለ እገዳ ወይም ማቆሚያ እስኪያልፍ ድረስ የዝንብ ተሽከርካሪውን ወይም ሩጫውን ደጋግሞ በእጅ መጎተት ነው።በዚህ መንገድ, የዝንብ መሽከርከሪያው ለብዙ ሳምንታት መጎተት ይችላል, በመጨረሻም ዝቅተኛውን ለሙከራ ቡጢ ለመጠገን.ከሙከራው ቡጢ በፊት, በሻጋታው ውስጥ የተቀመጡት መጋገሪያዎች መወሰድ አለባቸው.የሙከራው ቡጢ ብቁ ከሆነ በኋላ የማሰር ክፍሎቹ በይፋ ወደ ምርት ከመግባታቸው በፊት እንደገና ማሰር እና እንደገና ማረጋገጥ ይችላሉ።
⒉የማጠፊያው ዳይ ማስተካከያ ነጥቦች የማጠፊያው ዳይ ለማቀነባበር ጥቅም ላይ በሚውልበት ጊዜ, የታጠፈውን ክፍል ጥራት ለማረጋገጥ, የታጠፈውን ዳይ በጥንቃቄ ማስተካከል አለበት.ማስተካከያው እና ጥንቃቄው በዋናነት የሚከተሉትን ገጽታዎች ያካትታል.
●በኮንቬክስ እና በተንጣለለ ሻጋታ መካከል ያለውን ክፍተት ማስተካከል.በአጠቃላይ ፣ የላይኛው እና የታችኛው የላይኛው የታጠፈ ቦታ በፕሬስ ላይ ከሞተ በኋላ ከላይ በተጠቀሰው የመተጣጠፍ ዘዴ መሠረት የሚወሰነው በላይኛው እና የታችኛው መታጠፊያ መካከል ያለው ክፍተት በተመሳሳይ ጊዜ የተረጋገጠ ነው ።በፕሬስ ላይ ያለው አንጻራዊ አቀማመጥ ሁሉም በመመሪያው ክፍሎች ይወሰናል, ስለዚህ የላይኛው እና የታችኛው ሻጋታዎች የጎን ክፍተት እንዲሁ የተረጋገጠ ነው;ለመጠምዘዣው ሻጋታ ያለ መመሪያ መሳሪያ የላይ እና የታችኛው የሻጋታ የጎን ክፍተት መቆንጠጥ ይቻላል ለማስተካከል ካርቶን ወይም መደበኛ ናሙናዎችን ይጠቀሙ።ክፍተቱ ማስተካከያ ከተጠናቀቀ በኋላ ብቻ የታችኛው አብነት ሊስተካከል እና ሊሞከር ይችላል.
●የአቀማመጥ መሳሪያውን ማስተካከል.የመታጠፊያው ዳይ አቀማመጥ ክፍሎች አቀማመጥ ከባዶ ጋር የሚስማማ መሆን አለበት.በማስተካከል ጊዜ, የአቀማመጡ አስተማማኝነት እና መረጋጋት ሙሉ በሙሉ መረጋገጥ አለበት.የአቀማመጥ ማገጃውን እና የአቀማመጥ ጥፍርን መታጠፍን በመጠቀም ከሙከራ ቡጢ በኋላ ቦታው እና አቀማመጡ የተሳሳተ ሆኖ ከተገኘ የቦታው አቀማመጥ በጊዜ መስተካከል አለበት ወይም የአቀማመጥ ክፍሎቹ መተካት አለባቸው።
●የማውረድ እና የመመለሻ መሳሪያዎችን ማስተካከል።የመታጠፊያው ሟች የማፍሰሻ ስርዓት በቂ መጠን ያለው መሆን አለበት, እና ለመልቀቅ የሚያገለግለው ጸደይ ወይም ላስቲክ በቂ የመለጠጥ ችሎታ ሊኖረው ይገባል;የማስወገጃው እና የፍሳሽ ማስወገጃው ስርዓት በድርጊት ውስጥ ተለዋዋጭ እንዲሆን ማስተካከል አለበት, እና የምርት ክፍሎቹ በተቃና ሁኔታ ሊለቀቁ ይችላሉ, እና ምንም መጨናነቅ እና Astringent ክስተት መኖር የለበትም.የማራገፊያ ስርዓቱ በምርቱ ላይ ያለው ኃይል ተስተካክሎ እና ሚዛናዊ መሆን አለበት ፣ ይህም ምርቱ ከተጫነ በኋላ ያለው ገጽታ ለስላሳ እና የአካል ጉዳተኝነት እና የጦርነት መንስኤ እንዳይሆን ለማረጋገጥ ነው።
⒊የታጠፈውን ዳይ ለማስተካከል የሚደረጉ ጥንቃቄዎች የታጠፈውን ዳይ ሲያስተካክሉ፣ የላይኛው ዳይ ቦታ ከወረደ፣ ወይም ጋሽቱን እና ሌሎች ፍርስራሾችን ከሞቱ ላይ ማፅዳትን ከረሱ ፣ የላይኛው ይሞታል እና የታችኛው ሞት በስትሮክ ስር ይሆናል ። በማተም ሂደት ወቅት.በሟች ማእከል ቦታ ላይ የሚደርስ ኃይለኛ ተጽእኖ ሻጋታውን ወይም በከባድ ጉዳዮች ላይ ጡጫውን ሊጎዳ ይችላል.ስለዚህ, በምርት ቦታው ላይ ዝግጁ የሆኑ የታጠቁ ክፍሎች ካሉ, አደጋን ለማስወገድ የሙከራው ክፍል በቀጥታ ለሻጋታ መትከል እና ማስተካከል በሚሰራበት ቦታ ላይ ሊቀመጥ ይችላል.
በፕሬስ የታጠፈ ክፍሎች ጥራት ላይ ተጽዕኖ የሚያሳድሩ ዋና ዋና ምክንያቶች የፀደይ ጀርባ ፣ ማካካሻ ፣ ስብራት እና በተበላሸ አካባቢ መስቀለኛ ክፍል ላይ ለውጦች ናቸው።የተወሰዱት እርምጃዎች እና ዘዴዎች በዋናነት የሚከተሉትን ገጽታዎች ያካትታሉ.
⒈በማገገሚያ እሴት እና የመከላከያ ዘዴዎች ላይ ተጽዕኖ የሚያሳድሩ ምክንያቶች የታጠፈውን ክፍል የመፍጠር ሂደት ከቁሳቁሱ የመለጠጥ ቅርጽ ወደ ፕላስቲክ መበላሸት በሁለት ደረጃዎች ውስጥ ያልፋል።ስለዚህ, ከብረት ከፕላስቲክ ከተቀየረ በኋላ, የመለጠጥ መለዋወጥ የማይቀር ነው, በዚህም ምክንያት ጸደይ ወደ ኋላ መታጠፍ እና መታጠፍ ያዘነብላል የፊት አቅጣጫ, ስለዚህም ከታጠፈ በኋላ የክፍሉ አንግል እና የፋይል ራዲየስ, የታጠፈ አንግል እና የፋይል ራዲየስ. ክፍሉ እና ዳይ የተወሰነ ልዩነት አላቸው, ማለትም, የታጠፈው ጸደይ ወደ ኋላ.ጸደይን ወደ ኋላ በማጠፍ ምክንያት በተከሰቱት ምክንያቶች መሰረት የሚከተሉት እርምጃዎች ሊወሰዱ ይችላሉ.
●ከቁሳቁሶች ምርጫ እርምጃዎችን ይውሰዱ።የመታጠፊያው መመለሻ አንግል ከቁሱ የምርት ገደብ ጋር ተመጣጣኝ እና ከመለጠጥ ሞጁሎች ጋር በተገላቢጦሽ ተመጣጣኝ ነው ። በመጠምዘዝ ጊዜ የፀደይ ጀርባን ለመቀነስ አነስተኛ የምርት ጥንካሬ os በተቻለ መጠን መመረጥ አለበት።በተጨማሪም፣ በሙከራዎች መሰረት፣ አንጻራዊ መታጠፊያ ራዲየስ r/t ከ1 እስከ 1.5 ከሆነ፣ የመልሶ ማቋቋሚያ አንግል በጣም ትንሹ ነው።
●የታጠፈ ክፍሎችን መዋቅራዊ ንድፍ አሻሽል.የመታጠፊያው ክፍሎች አጠቃቀም ላይ ተጽዕኖ አያሳድርም በሚለው መሠረት አንዳንድ መዋቅሮች በማጠፊያው ክፍሎች ዲዛይን ላይ ሊሻሻሉ ይችላሉ, እና የፀደይ ጀርባን ለመቀነስ የታጠፈውን ክፍሎች ጥብቅነት ማሻሻል ይቻላል.ለምሳሌ ፣ በምስል (ሀ) እና (ለ) ላይ እንደሚታየው የማጠናከሪያ የጎድን አጥንቶች በተጣመመ የአካል ጉዳት ዞን ውስጥ ሊዘጋጁ ይችላሉ ።), ወይም በስእል (ሐ) ላይ እንደሚታየው የ U-ቅርጽ የጎን ክንፍ መዋቅርን መቀበል, የታጠፈውን የፀደይ ክፍል ወደ ኋላ በመቀነስ የመታጠፊያው ክፍል የማይነቃነቅ ክፍልን በመጨመር.

የፀደይ መመለስን ለመቀነስ የታጠፈ መዋቅር
●የመመለሻ ማካካሻ።ትልቅ የመለጠጥ ችሎታ ላላቸው ቁሳቁሶች ጡጫ እና የላይኛው ጠፍጣፋ የኮንቬክስ እና የተንቆጠቆጡ ንጣፎችን እንደገና ለማካካስ ሊደረጉ ይችላሉ, ስለዚህም የታጠፈው ክፍል የታችኛው ክፍል ይታጠባል.የታጠፈው ክፍል ከተሰነጠቀው ሻጋታ ውስጥ ሲወጣ, የተጠማዘዘው ክፍል እንደገና ይመለሳል እና ይለጠጣል.በሥዕሉ ላይ እንደሚታየው ሁለቱም ወገኖች ወደ ውስጥ የሚገቡ ለውጦችን እንዲያመጡ ቀጥ ያለ ፣ እንዲሁም የተጠጋጋ ማዕዘኖቹን ወደ ውጭ መመለስን በማካካስ።

Springback ማካካሻ
ለጠንካራ ቁሳቁሶች የሻጋታውን የሥራ ክፍል ቅርፅ እና መጠን በእንደገና እሴት መሰረት ማስተካከል ይቻላል.
●ከነጻ መታጠፍ ይልቅ የማስተካከያ መታጠፍን ይውሰዱ ወይም የማስተካከያ ሂደቶችን ይጨምሩ።የሚከተለው ስእል የታጠፈውን የተዛባ ዞን ለማረም የማጠፍዘዣው ጡጫ ማዕዘኖች በከፊል የሚወጣ ቅርጽ የተሰሩበትን የሻጋታ መዋቅር ያሳያል.የታጠፈውን የመቋቋም አቅም የመቆጣጠር መርህ-የማጠፍዘዣው መበላሸት ሲያልቅ የጡጫ ኃይሉ በመጠምዘዝ ዞኑ ላይ ያተኩራል ፣ይህም የውስጠኛው ብረት እንዲጨመቅ ያስገድዳል የመለጠጥ ለውጥን ለማምረት እና ከተጫነ በኋላ የመታጠፍ የመቋቋም አቅም ይቀንሳል።በአጠቃላይ የተሻለ ውጤት ሊገኝ እንደሚችል ይታመናል በማጠፊያው መበላሸት ዞን ውስጥ ያለው የብረታ ብረት ማስተካከያ ከ 2% እስከ 5% የሚሆነው የጠፍጣፋ ውፍረት.

የሻጋታ መዋቅር ማስተካከያ ዘዴ
⒉የመቀየሪያ እና የመከላከያ እርምጃዎች ዋና ዋና ምክንያቶች የታጠፈውን ክፍል ለማዛባት ዋና ዋና ምክንያቶች ናቸው።አንደኛው ባዶውን በዲታ ውስጥ ያለው የተሳሳተ አቀማመጥ ወይም ያልተረጋጋ አቀማመጥ ነው, ስለዚህም ኃይሉ እና ባዶው ገጽ ቋሚ አይደሉም, ይህም አግድም የኃይል አካልን ያስከትላል.ሁለተኛው ደግሞ ባዶው በማጠፍ ሂደት ውስጥ በሟች ጠርዝ ላይ በሚንቀሳቀስበት ጊዜ, በ workpiece መካከል asymmetry ምክንያት, በእያንዳንዱ ጎን ላይ frictional የመቋቋም አይደለም-ስለዚህ ባዶ ሁልጊዜ የሚበልጥ የመቋቋም ጋር ወደ ጎን ይቀየራል, ስለዚህ, ስለዚህ. በትንሹ ተቃውሞ ያለው ጎን በጣም ትልቅ ነው.ወደ ዳይ ውስጥ ለመሳብ ቀላል.የማካካሻ መጠን በዋነኛነት እንደ ዳይ ፋይሌት ራዲየስ፣ የሻጋታ ክፍተት፣ የመንሸራተቻ ሁኔታዎች፣ ወዘተ ከመሳሰሉት ነገሮች ጋር የተያያዘ ነው፣ በተለይም ያልተመጣጠነ ጥምዝ ለሆኑ ክፍሎች፣ የማካካሻ ክስተቱ የበለጠ ከባድ ነው።በማጠፍ ሂደት ውስጥ ያለውን ክፍል መዛባት ለማሸነፍ የሚከተሉትን ዘዴዎች መጠቀም ይቻላል.
● ሉህን አጥብቀው ይጫኑ።ባዶ መሳሪያው ባዶውን ቀስ በቀስ በማጠፍ እና በተጨናነቀ ሁኔታ ለመቅረጽ, ባዶው እንዳይንሸራተት ለመከላከል እና በስእል (ሀ) እና (ለ) ላይ እንደሚታየው ጠፍጣፋ ስራ ለማግኘት ይጠቅማል.

● አስተማማኝ የአቀማመጥ ቅጽ ይምረጡ።በባዶ ወይም በንድፍ ሂደት ቀዳዳ ላይ ያለውን ቀዳዳ ይጠቀሙ, የአቀማመጥ ፒን ወደ ጉድጓዱ ውስጥ ያስገቡ እና ከዚያም ባዶው እንዳይንቀሳቀስ በማጠፍ, በስእል (ሐ) እንደሚታየው.
●የብርጭቆውን ኃይል አንድ ወጥ እና ሚዛናዊ በሆነ መልኩ ያድርጉት።ያልተመጣጠኑ ቅርጾችን በሚታጠፍበት ጊዜ ብዙውን ጊዜ ባዶዎቹ ባልተስተካከሉ ኃይሎች ምክንያት ይንቀሳቀሳሉ.በመታጠፍ ጊዜ ክፍሉ ላይ አንድ አይነት ኃይልን ለማረጋገጥ ያልተመጣጠነ ቅርጽ ወደ ያልተመጣጠነ ቅርጽ ሊጣመር ይችላል, ከዚያም ከታጠፈ በኋላ ይቆርጣል, በስእል (መ).
⒊የሚጣመሙ ስንጥቆችን ለመከላከል የታጠፈውን ራዲየስ ይገድቡ።የመታጠፊያው ክፍል ውጫዊ ፋይበር ተዘርግቷል, ቅርጹ ትልቁ ነው.የቁሳቁሱ መበላሸት ወሰን ሲያልፍ መታጠፍ እና መሰንጠቅ ቀላል ነው።ነገር ግን, የክፍሉ ውጫዊ ፋይበር የመለጠጥ ቅርጽ በአብዛኛው የሚወሰነው ቁሱ እንዲሰነጠቅ በሚያደርገው ወሳኝ የማጣመም ራዲየስ ነው.ዝቅተኛው የመታጠፊያ ራዲየስ እንደ የቁሱ ሜካኒካዊ ባህሪያት, የሙቀት ሕክምና ሁኔታ, የገጽታ ጥራት, የመታጠፊያው አንግል መጠን እና የመታጠፊያ መስመር አቅጣጫ ካሉ ነገሮች ጋር የተያያዘ ነው.የመታጠፍ ስንጥቆችን በሚያስከትሉት ምክንያቶች መሰረት ሊወሰዱ የሚችሉት ዋና ዋና እርምጃዎች የሚከተሉት ናቸው.
● ጥሩ የገጽታ ጥራት ያላቸውን እና ምንም እንከን የለሽ ነገሮችን እንደ ባዶ ይምረጡ።ከመታጠፍዎ በፊት የተበላሹ ባዶዎች ማጽዳት አለባቸው.የመታጠፍ ስንጥቆችን ለመከላከል በቆርቆሮው ላይ ትላልቅ ፍንጣሪዎች መወገድ አለባቸው, እና ትናንሽ ቡቃያዎች በተጠማዘዘ ፋይሉ ውስጠኛው ክፍል ላይ መቀመጥ አለባቸው.
●ከእጅ ሥራው እርምጃዎችን ይውሰዱ።በአንጻራዊ ሁኔታ ለሚሰባበሩ ቁሳቁሶች, ወፍራም እቃዎች እና ቀዝቃዛ ስራዎች ጠንካራ እቃዎች, ማሞቂያ እና ማጠፍ ጥቅም ላይ ይውላሉ, ወይም ማቅለጥ ከመታጠፍዎ በፊት የንብረቱን ፕላስቲክነት ለመጨመር ያገለግላል.
●የውስጣዊውን መታጠፍ አንግል ዋጋ ይቆጣጠሩ።በተለመዱ ሁኔታዎች ውስጥ, የታጠፈ ውስጣዊ አንግል በንድፍ ውስጥ ከሚፈቀደው ዝቅተኛው ራዲየስ ራዲየስ ያነሰ መሆን የለበትም, አለበለዚያ, በሚታጠፍበት ጊዜ የውጭው የብረት ሽፋን መበላሸት በቀላሉ ከተበላሸው ገደብ ሊበልጥ እና ሊሰበር ይችላል.የ workpiece ያለውን መታጠፊያ ራዲየስ ከሚፈቀደው ዋጋ ያነሰ ከሆነ, ሁለት ወይም ከዚያ በላይ ጊዜ መታጠፍ አለበት, ይህም ማለት, በመጀመሪያ ትልቅ fillet ራዲየስ ወደ ማጠፍ, መካከለኛ annealing በኋላ, ከዚያም እርማት ሂደት ወደ አስፈላጊውን መታጠፊያ ራዲየስ ማጠፍ. የተበላሸውን አካባቢ እንዲጨምር እና የውጪውን የንብርብር ቁሳቁሶችን ማራዘም እንዲቀንስ.
●የማጠፊያውን አቅጣጫ ይቆጣጠሩ።ሂደት እና ክፍሎች አቀማመጥ በማጠፍ ጊዜ, የታጠፈ መስመር እና ሉህ ብረት የሚጠቀለል አቅጣጫ በሚከተለው ሂደት ውስጥ ተገልጿል.ባለአንድ አቅጣጫ የ V ቅርጽ ያለው መታጠፍ፣ የማጠፊያው መስመር ወደ ጥቅል አቅጣጫ ቀጥ ያለ መሆን አለበት።ለሁለት አቅጣጫ መታጠፍ፣ በሥዕሉ ላይ እንደሚታየው የመታጠፊያው መስመር በ 45 ° ወደ ማዞሪያው አቅጣጫ ይመረጣል።

የታጠፈ አቅጣጫ ቁጥጥር
● የምርት መዋቅርን የማምረት አቅምን ያሻሽሉ.ምክንያታዊ የሆነ የፋይሌት ራዲየስ ይምረጡ.ለትንንሽ የታጠፈ ፊሊቶች እና ጥቅጥቅ ያሉ ቁሶች የሂደት መቆራረጥ እና መሰንጠቅ ወደ አካባቢው መታጠፊያ ክፍሎች መጨመር ይቻላል ማንኛውም የጂኦሜትሪክ ቅርጾች ከታጠፈው ዞን ውጭ ያለውን የጭንቀት ትኩረትን ሊያስከትሉ ይችላሉ, ለምሳሌ ግልጽ ኮርነሮች, ኖቶች, ወዘተ. መሰባበር።በሥዕሉ (ሀ) ላይ እንደሚታየው የጠመዝማዛውን ክፍል ጥግ ውስጠኛውን ጎን በትንሹ የፋይል ራዲየስ በማንጠፍጠፍ በተጠማዘዘው ክፍል ላይ በትንሽ የፋይል ራዲየስ ራዲየስ ውስጥ እንዳይፈጠር ያድርጉ።የክርክሩ ግልጽ አንግል ከመጠፊያው ዞን ይንቀሳቀሳል.በማጠፍ ጊዜ ምንም ስንጥቆች እንዳይከሰቱ ለማድረግ ርቀቱን b≥r ለማንቀሳቀስ ይመከራል።

የምርት መዋቅርን የማምረት አቅምን ያሻሽሉ
●በሰማያዊ ተሰባሪ ዞን እና ትኩስ በሚሰባበር ዞን ውስጥ ትኩስ መታጠፍን ያስወግዱ።የሙቅ ማጠፍ ሂደትን በሚጠቀሙበት ጊዜ, የሙቅ ግፊትን የሙቀት መጠን በሚመርጡበት ጊዜ, በሰማያዊ ብስባሽ ዞን እና በጋለ ብስባሽ ዞን ውስጥ መታጠፍ ያስወግዱ.ይህ የሆነበት ምክንያት: በማሞቅ ሂደት ውስጥ በተወሰኑ የሙቀት ክልሎች ውስጥ, ከመጠን በላይ በሚፈጠረው የዝናብ ወይም የደረጃ ለውጥ ምክንያት መሰባበር ይከሰታል, ይህም የብረት ፕላስቲክን ይቀንሳል እና የመበላሸት መቋቋምን ይጨምራል, ለምሳሌ የካርቦን ብረት ወደ መካከል ሲሞቅ. 200 እና 400 ℃ ምክንያቱም የእርጅና ተጽእኖ የፕላስቲክ መጠኑን ይቀንሳል እና የተበላሹን የመቋቋም ችሎታ ይጨምራል.ይህ የሙቀት መጠን ሰማያዊ ብስባሪ ዞን ተብሎ ይጠራል.በዚህ ጊዜ የአረብ ብረቶች አፈፃፀም እያሽቆለቆለ ነው, እና ስብራት በቀላሉ ለመበጥበጥ ቀላል ነው, እና ስብራት ሰማያዊ ነው.ከ 800 እስከ 950 ዲግሪ ሴንቲግሬድ ባለው ክልል ውስጥ, ፕላስቲክ እንደገና ይቀንሳል, እና ስብራት በሚታጠፍበት ጊዜም ይከሰታል.ይህ የሙቀት መጠን ትኩስ ብስባሪ ዞን ተብሎ ይጠራል.
⒋ ማፈንገጣውን ለማፈን የሻጋታውን የስራ ክፍል መጠን እና መዋቅር ይለውጡ።የማጠፊያውን ክፍል በስፋት አቅጣጫ ማጠፍ እና ማዛባትን ለመከላከል በቅድሚያ የሚለካው ዲፎርሜሽን ወደ ሻጋታ መዋቅር መጨመር ይቻላል.ይህ ክፍል ከተፈጠረ በኋላ በስፋቱ አቅጣጫ ላይ በጭንቀት እና በመበላሸቱ ተጽዕኖ ምክንያት ማዞር እና ማዛባትን ያስወግዳል።

 ኢትዮጵያዊ
ኢትዮጵያዊ Pусский
Pусский























