ጥሩ ጥራት ያለው የተጠናቀቀ ክፍል ከእርስዎ ለማግኘት ትክክለኛውን የጠፍጣፋ ንድፍ አቀማመጥ ማስላት ወሳኝ ነው። ብሬክን ይጫኑ. ገና፣ ብዙ የCAD እና CNC ፕሮግራም አውጪዎች የሚፈለጉትን እሴቶች እንዴት ማስላት እንደሚችሉ አያውቁም። ከዓመታት በፊት እውነተኛዎቹ ባለሙያዎች የማጭበርበሪያ ወረቀቶችን ፈጥረው ወደ ግድግዳው ያዙዋቸው. ለአዲሱ ተለማማጅ ያስተማሩት በማጭበርበር ወረቀቱ ላይ የሚታየውን ውጤት እንዴት እንደሚተገብር እንጂ ቁጥሮቹን እንዴት ማስላት እንደሚቻል አይደለም። ደህና፣ አሁን እነዚያ ባለሙያዎች ጡረታ ወጥተዋል እና አዲሱ ትውልድ ትክክለኛውን የጠፍጣፋ ንድፍ አቀማመጥ ለማስላት ትክክለኛውን መንገድ የሚማርበት ጊዜ ነው።
የጠፍጣፋውን የንድፍ ርዝመት ከ3-ል ክፍል ማስላት ያን ያህል ከባድ አይደለም። ምንም እንኳን ብዙ የተለያዩ ቀመሮችን ሊያገኙ ይችላሉ የ Bend Allowanceን ያሰሉ (መታጠፊያ ትርጉሞችን ተመልከት)፣ አብዛኛው ጊዜ ተመሳሳይ ቀመር ናቸው፣ በማእዘኑ ወይም በ K-factor በመሙላት ብቻ ይቀላል። ኦህ፣ እና አዎ፣ የቤንድ አበልን ለማስላት የ K-factor ማወቅ አለብህ።

በቀላል L ቅንፍ እንጀምር። ስዕሉ የሚያሳየው የቅንፉ እግሮች 2 ' እና 3' ናቸው. የቁሱ ውፍረት 0.125 \' ፣ የውስጥ ራዲየስ 0.250 \' ነው ፣ እና የታጠፈው አንግል 90 ዲግሪ ነው። የጠፍጣፋው ርዝመት የሁለቱም ጠፍጣፋዎች አጠቃላይ ጠፍጣፋ ክፍል እና ርዝመቱ በማጠፊያው አካባቢ ቅስት በኩል ነው። ነገር ግን, ያንን በማቴሪያል ወይም በውጪው ላይ ያሰላሉ? አይደለም! የ K-factor ወደ ጨዋታ የሚመጣው እዚህ ላይ ነው። የ K-factor የቁሳቁስ ውፍረት መቶኛ ሲሆን የቁሱ መጨናነቅ ወይም መጨናነቅ ከሌለ ለምሳሌ ገለልተኛ ዘንግ። ለዚህ ቀላል L ቅንፍ፣ የ 0.42 K-factor እጠቀማለሁ።

ቀመሩ (የታጠፈ ቀመሮችን ይመልከቱ)፡-
የታጠፈ አበል = አንግል * (π / 180) * (ራዲየስ + ኬ-ፋክተር * ውፍረት)።
ቁጥራችንን ስንሰካ፡ ቤንድ አበል = 90 * (π / 180) * (0.250 + 0.42 * 0.125) = 0.475' አለን።
ስለዚህ የጠፍጣፋው ንድፍ ርዝመት 1.625 ' + 2.625 ' + 0.475 ' ከ 4.725 ' ጋር እኩል ነው. ስለዚህ የሁሉንም ክንፎች ጠፍጣፋ ርዝመት ካከሉ እና ለእያንዳንዱ የታጠፈ ቦታ አንድ Bend Allowance ካከሉ ትክክለኛው የክፍሉ ርዝመት ይኖርዎታል።
ግን ስዕሉን ተመልከት. በተለምዶ የሉህ ብረት ክፍልን የምንለካው በዚህ መንገድ አይደለም። ልኬቶቹ ብዙውን ጊዜ ወደ ክፈፎች መገናኛ ወይም የሻጋታ መስመር ናቸው። ይህ ማለት ለእያንዳንዱ የታጠፈ ቦታ ሁለት እጥፍ የቁሳቁስ ውፍረት እና የታጠፈ ራዲየስ (እንዲሁም ሴስትባክ በመባልም ይታወቃል) መቀነስ አለብን። ለዚህ የልኬቶች ስብስብ የ Bend Compensation ዋጋን ማስላት ቀላል ይሆናል። የቤንድ ማካካሻ ዋጋ የሻጋታ መስመር ልኬቶችን በመጠቀም የእያንዳንዱን ፍላጅ ርዝመት እንዲያክሉ እና ከዚያም አንድ የታጠፈ ማካካሻ በጠቅላላው እንዲጨምሩ ያስችልዎታል። እሱ -0.275, አሉታዊ ቁጥር ነው, ይህ ማለት እርስዎ 4.725 ' ለማግኘት ይህን መጠን ከጠቅላላው የፍሬን ርዝመቶች 5 > ይቀንሳል.
የታጠፈ አበል = አንግል * (π / 180) * (ራዲየስ + ኬ-ፋክተር * ውፍረት)
የታጠፈ ማካካሻ = የታጠፈ አበል – (2 * ወደ ኋላ አዘጋጅ)
የውስጥ አዘጋጅ ተመለስ = ታን (አንግል / 2) * ራዲየስ ውጪ
ተመለስ = ታን (አንግል / 2) * (ራዲየስ + ውፍረት)

የታጠፈ አበል - በገለልተኛ ዘንግ ላይ ባለው መታጠፊያ ቦታ በኩል የአርከስ ርዝመት.
የታጠፈ አንግል - በማጠፊያው ኦፕሬሽን የተሰራውን የተካተተ የአርከስ አንግል.
ማጠፍ ማካካሻ - ቁሱ የተዘረጋበት ወይም የተጨመቀበት መጠን በማጠፍዘፍ ስራ. ሁሉም ዝርጋታ ወይም መጨናነቅ በተጠማዘዘ ቦታ ላይ እንደሚከሰቱ ይታሰባል.
የታጠፈ መስመሮች - የፍላጅ ወሰን የታጠፈውን ቦታ በሚገናኝበት ቁሳቁስ ውስጠኛው እና ውጫዊ ገጽታዎች ላይ ያሉት ቀጥታ መስመሮች።
ቤንድ ራዲየስ ውስጥ - በማጠፊያው አካባቢ ውስጠኛው ገጽ ላይ የአርከስ ራዲየስ.
K-ምክንያት - የገለልተኛ ዘንግ ቦታን ይገልጻል. የሚለካው ከውስጥ ውስጥ ካለው ርቀት ወደ ገለልተኛ ዘንግ በእቃው ውፍረት የተከፈለ ነው.
የሻጋታ መስመሮች - ከ 180 ዲግሪ በታች ለሆኑ መታጠፊያዎች ፣ የሻጋታ መስመሮቹ የታጠፈውን ቦታ የሚያገናኙት የፍላጅ ገጽታዎች የሚገናኙበት ቀጥተኛ መስመሮች ናቸው። ይህ በሁለቱም የውስጥም ሆነ የውጭ ገጽታዎች ላይ መታጠፍ ይከሰታል.
ገለልተኛ ዘንግ - የመታጠፊያው መስቀለኛ ክፍልን በመመልከት, ገለልተኛው ዘንግ ቁሱ ያልተጨመቀ ወይም ያልተዘረጋበት የንድፈ ሐሳብ ቦታ ነው.
ተመለስ አዘጋጅ - ከ 180 ዲግሪ በታች ለሆኑ ማጠፊያዎች, የተቀመጠው ጀርባ ከመጠፊያው መስመሮች እስከ ሻጋታ መስመር ድረስ ያለው ርቀት ነው.
በእኔ ግንዛቤ፣ k-factorን ለማስላት ቀመር የለም። ኦህ፣ እርግጠኛ ነኝ የሆነ ቦታ አንዳንድ የሂሳብ መሐንዲስ ቀመር አላቸው። ግን ለአብዛኞቻችን ለመረዳት ወይም ለመጠቀም ለመቻል በጣም የተወሳሰበ ነው።
የ k-factor የቁሳቁስ ውፍረት በመቶኛ ሲሆን ይህም በማጠፊያው ቦታ ላይ የእቃውን መዘርጋት ወይም መጨናነቅ በማይኖርበት ጊዜ ነው. ስለዚህ, ገለልተኛ ዘንግ!
ቁሱ ይበልጥ እየጠነከረ በሄደ መጠን በማጠፊያው ውስጠኛው ክፍል ላይ ያለው መጨናነቅ ይቀንሳል። ስለዚህ, በውጭው ላይ የበለጠ መዘርጋት እና ገለልተኛው ዘንግ ወደ መታጠፊያው ውስጠኛ ክፍል ይንቀሳቀሳል. ለስላሳ ቁሳቁሶች ከውስጥ የበለጠ መጨናነቅን ይፈቅዳሉ እና የገለልተኛ ዘንግ ወደ ቁሳቁሱ ውፍረት መሃል ይቀርባሉ.
የታጠፈ ራዲየስ ተመሳሳይ ውጤት አለው. የመታጠፊያው ራዲየስ አነስ ባለ መጠን የመጨመቅ ፍላጎት ይጨምራል እና ገለልተኛው ዘንግ ወደ መታጠፊያው ውስጠኛው ክፍል ይንቀሳቀሳል። በትልቅ ራዲየስ ላይ. ገለልተኛው ዘንግ በእቃው ውፍረት መሃል ላይ ይቀራል።

የመታጠፍ ርዝመት ያለውን የሂሳብ ቀመር በቀላሉ እና በፍጥነት በደንብ እንዲቆጣጠሩት እንዲረዳን አራት የተለመዱ የኮፊደል ሰንጠረዦችን ዘርዝረናል፣ አስራ ስድስት የስሌት ቀመሮችን ከታጠፈ የማይታጠፍ ርዝመት አሳይተናል እና ለተሻለ ግንዛቤ አንዳንድ ምሳሌዎችን እንወስዳለን። የሚከተሉት ይዘቶች በተግባር ሊረዱዎት እንደሚችሉ ተስፋ አደርጋለሁ። ማንኛውም ጥያቄ ካለዎት እባክዎ እኛን ለማግኘት ነፃነት ይሰማዎ.






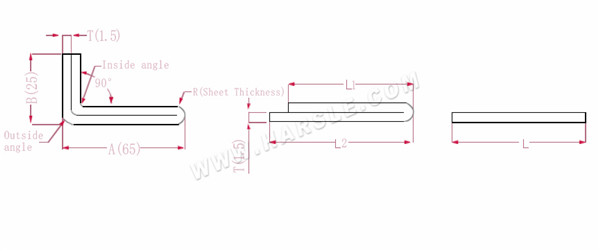
A፣ B--- የስራ ቁራጭ መታጠፍ ርዝመት
P'-- የጠርዝ መታጠፍ ጥምርታ (የመታጠፍ ሁኔታ፡ አንድ ምክንያት ሲቀነስ አንድ መታጠፊያ)
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L=A+B-P'፣ እሱም L=25+65-5.5=84.5
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 3 ነው ፣ የታችኛው ዳይ V25 ነው ፣ እና የታጠፈው ቅንጅት 5.5 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

A(A1)፣ B--- የስራ ቁራጭ መታጠፍ ርዝመት
P'-- የጠርዝ መታጠፍ ጥምርታ (የመታጠፍ ሁኔታ፡ አንድ ምክንያት ሲቀነስ አንድ መታጠፊያ)
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L=A+T+B-2*P'፣ እሱም L=50+2+50-2*3.4=95.2 ነው።
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 2 ነው ፣ የታችኛው ዳይ ቪ12 ነው ፣ እና የታጠፈው ቅንጅት 3.4 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

A(A1)፣ B (B1) -የታጠፈ የስራ ቁራጭ ርዝመት
P'-- የጠርዝ መታጠፍ ጥምርታ (የመታጠፍ ሁኔታ፡ አንድ ምክንያት ሲቀነስ አንድ መታጠፊያ)
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L=A+T+B+T-3*P'፣ እሱም L=50+2+90+2-3*3.4=133.8 ነው።
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 2 ነው ፣ የታችኛው ዳይ V12 ነው ፣ እና የማጣመጃው ብዛት 3.4 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

A፣ B (B1) -የታጠፈ የስራ ቁራጭ ርዝመት
P'-- የጠርዝ መታጠፍ ጥምርታ (የመታጠፍ ሁኔታ፡ አንድ ምክንያት ሲቀነስ አንድ መታጠፊያ)
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L=A+A+B+T+T-4*P'፣ እሱም l = 25+25+100+1.5+1.5-4 * 2.8 = 141.8
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 1.5 ነው ፣ የታችኛው ዳይ ቪ12 ነው ፣ እና የታጠፈው ቅንጅት 2.8 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

A(A1)፣ B (B1) -የታጠፈ የስራ ቁራጭ ርዝመት
P'-- የጠርዝ መታጠፍ ጥምርታ (የመታጠፍ ሁኔታ፡ አንድ ምክንያት ሲቀነስ አንድ መታጠፊያ)
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የማስፋፊያው ርዝመት L=A+T+A+T+B+B1+B1-6*P'
እሱም l = 50+1.5+50+1.5+150+20+20-6 * 2.8 = 276.2
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 1.5 ነው ፣ የታችኛው ዳይ ቪ12 ነው ፣ እና የታጠፈው መጠን 2.8 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

A፣ B--- የስራ ቁራጭ መታጠፍ ርዝመት
P'---flattening fillet መታጠፊያ Coefficient
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L=A+B-P'፣ እሱም L=25+65-1=89 ነው።
በሰንጠረዥ 2 መሠረት የጠፍጣፋው ውፍረት 2 ነው ፣ የታችኛው ዳይ V12 ነው ፣ እና የታጠፈው ምክንያት የጠፍጣፋ ውፍረት ግማሽ ነው።
ማሳሰቢያ፡- በሰንጠረዥ 2 መሰረት የተለያዩ የታችኛው ዳይ ምርጫ የተለያዩ የመታጠፊያ ቅንጅቶች እና የተለያዩ የሰሌዳ ውፍረት አለው።
A፣ B--- የስራ ቁራጭ መታጠፍ ርዝመት
P1 --- የውስጠኛው ጥግ ማጠፍ ኮፊሸን
P2 --- የውጭ መታጠፊያ አንግል ማጠፍ
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L1=(A-1.5) +(B-1.5)-P1፣ እሱም L1= (65-1.5) +(25-1.5)-3.2=83.8
L2=A+B-P2፣ እሱም L2=65+25-4.1=85.9 ነው።
L=L1+L2-T/2፣ እሱም L=83.8+85.9-0.75=168.95 ነው።
በሰንጠረዥ 2 መሰረት የጠፍጣፋው ውፍረት 1.5፣ የታችኛው ዳይ ቪ12፣ የውስጠኛው የማዕዘን መታጠፊያ ቅንጅት 3.2፣ የውጪው ጥግ መታጠፊያ ቅንጅት 4.1 እና 180 የታጠፈ መጠን 0.75 ነው።
ማሳሰቢያ፡- በሰንጠረዥ 2 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።
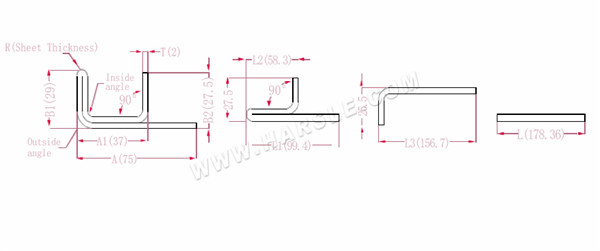
A, A1, A2, B1, B2, L, L, L1, L2, L3 --- የመታጠፍ ርዝመት ያለው የስራ ክፍል
P1 --- የውስጠኛው ጥግ የመታጠፍ መጠን
P2 --- የውጭ መታጠፊያ አንግል ማጠፍ
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L1=(A1-T) +(B2-T)-P1 እሱም L1= (35-2) +(34-2)-3.7=61.3
L2=(B1-T) +(A2-T)-P1፣ እሱም L2= (50-2) +(34-2)-3.7=76.3 ነው።
L3=A+B1+B2-2*P2፣ እሱም L3=70+35+50-2*4.6+145.8 ነው።
L=L1+L2+L3-2*P3፣ እሱም L=61.3+75.3+145.8-2*1=280.4 ነው።
በሰንጠረዥ 2 መሰረት የጠፍጣፋው ውፍረት 2፣ የታችኛው ዳይ ቪ12፣ የውስጠኛው የማዕዘን መታጠፊያ ቅንጅት 3.7፣ የውጪው ጥግ መታጠፊያ ቅንጅት 4.6 እና 90-ታጣፊ ኮፊሸን 1 ነው።
ማሳሰቢያ፡- በሰንጠረዥ 2 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።
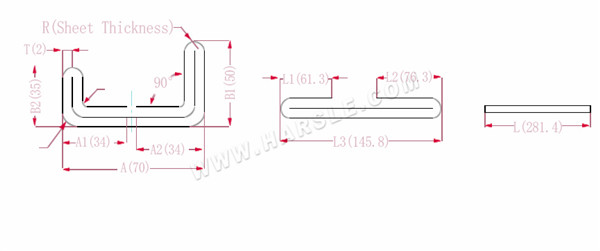
A, A1, A2, B1, B2, L, L, L1, L2, L3 --- የመታጠፍ ርዝመት ያለው የስራ ክፍል
P1 --- የውስጠኛው ጥግ የመታጠፍ መጠን
P2 --- የውጭ መታጠፊያ አንግል ማጠፍ
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተዘረጋው ርዝመት L1=(A1-T) +(B2-T)-P1 እሱም L1= (35-2) +(34-2)-3.7=61.3
L2=(B1-T) +(A2-T)-P1፣ እሱም L2= (50-2) +(34-2)-3.7=76.3 ነው።
L3=A+B1+B2-2*P2፣ እሱም L3=70+35+50-2*4.6+145.8 ነው።
L=L1+L2+L3-2*P3፣ እሱም L=61.3+75.3+145.8-2*1=280.4 ነው።
በሰንጠረዥ 2 መሰረት የጠፍጣፋው ውፍረት 2፣ የታችኛው ዳይ ቪ12፣ የውስጠኛው የማዕዘን መታጠፊያ ቅንጅት 3.7፣ የውጨኛው ጥግ መታጠፊያ ቅንጅት 4.6 እና 90-ታጣፊ ኮፊሸን 1 ነው።
ማሳሰቢያ፡- በሰንጠረዥ 2 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።
የእርምጃ መታጠፍ ንድፍ እና ስሌት ቀመር
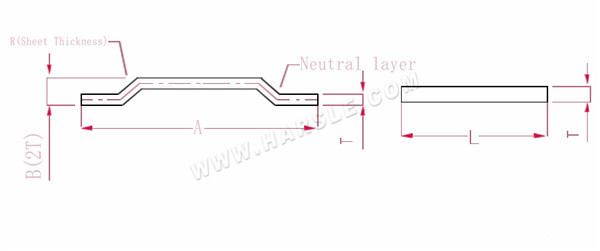
A፣ B--- የስራ ቁራጭ መታጠፍ ርዝመት
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የተከፈተ ርዝመት L=A+1
ማሳሰቢያ: ደረጃው ከሁለት ሳህኖች ውፍረት ጋር እኩል በሚሆንበት ጊዜ ለእያንዳንዱ ደረጃ 0.5 እና ለእያንዳንዱ ደረጃ 1 ይጨምሩ.
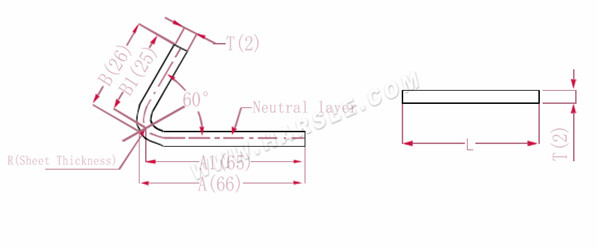
A(A1)፣ B (B1) -የታጠፈ የስራ ቁራጭ ርዝመት
P'-- የጠርዝ መታጠፍ ጥምርታ (የመታጠፍ ሁኔታ፡ አንድ ምክንያት ሲቀነስ አንድ መታጠፊያ)
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የማስፋፊያው ርዝመት L=(AT) +(BT)-P'፣ እሱም L= (66-1) +(26-1)-2=65+25-2=88 ነው።
በሰንጠረዥ 3 መሠረት የጠፍጣፋው ውፍረት 2 ነው ፣ የታችኛው ዳይ ቪ12 ነው ፣ እና 60 የታጠፈ ቅንጅት 2 ነው ።
ማሳሰቢያ: በሰንጠረዥ 3 መሰረት, ገለልተኛው ንብርብር እንደ መታጠፍ ርዝመት እና ስፋት ይመረጣል.
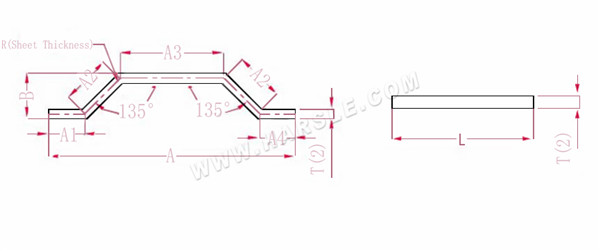
A (A1፣ A2፣ A3፣ A4)፣ B--- የሚታጠፍ የስራ ቁራጭ ርዝመት
P--- የ 135 የማጠፍዘዣ ማዕዘኖች የመታጠፍ ሁኔታ
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
የማስፋፊያው ርዝመት L = A1+A2+A3+A2+A4-PP.
ማሳሰቢያ: ተመሳሳይ የግፊት ደረጃ መታጠፍ ሁለት ጥምርታዎችን ብቻ መቀነስ ያስፈልገዋል
በሰንጠረዥ 3 መሰረት: የጠፍጣፋው ውፍረት 2 ነው, የታችኛው ዳይ V12 ነው, እና በ 135 ላይ ያለው የመታጠፊያ መጠን 1.1 ነው.
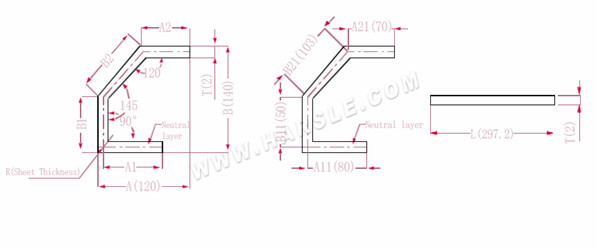
A (A1፣ A2)፣ B (B1፣ B2) -የታጠፈ የስራ ቁራጭ ርዝመት
P1---120° የሚታጠፍ ኮፊሸን
P2---145° መታጠፊያ ኮፊሸን
P3---90° የሚታጠፍ ኮፊሸን
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
ማሳሰቢያ: የግራፊክ መጠኑ በቅርጹ ላይ ምልክት ከተደረገ, የቅርጽ መጠኑ የማይታጠፍ ርዝመት ሲሰላ ወደ ገለልተኛ ንብርብር መጠን መቀየር አለበት;
የማስፋፊያው ርዝመት L=A11+B11+B21+A21-P1-P2-P3፣ እሱም l = 80+50+103+70-1.7-0.7-3.4 = 297.2 ነው።
በሰንጠረዥ 3 መሰረት፡ የጠፍጣፋው ውፍረት 2፣ የታችኛው ዳይ ቪ12፣ 120 የመታጠፊያው መጠን 1.7፣ 145 የመታጠፊያው መጠን 0.7 ነው፣ እና 90-ታጣፊው 3.4 ነው
ማሳሰቢያ፡- በሰንጠረዥ 3 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።
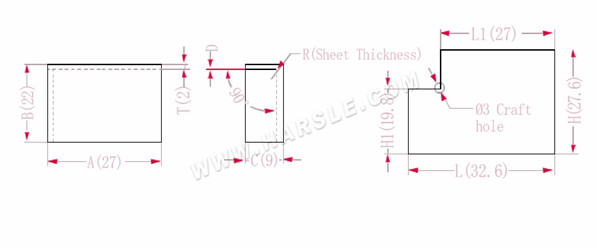
A, B, C-- ርዝመት, ስፋት እና የስራ ቁራጭ መታጠፊያ ጠርዝ ቁመት
P--- የመታጠፍ ቅንጅት
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ሸ (H1)፣ l (L1) -የእያንዳንዱ ጎን የማይታጠፍ ርዝመት
ቲ--- የቁሳቁስ ውፍረት
D--- የማጣመም ሂደት ማጽዳት (በአጠቃላይ 0 ~ 0.5)
የተዘረጋው ርዝመት L1=A፣ እሱም L1=27 ነው።
L=A+CP፣ እሱም L=27+9-3.4=32.6 ነው።
H1=BTD፣ እሱም H1=22-2-0.2=19.8 ነው። ማስታወሻ፡ ዲ 0.2 ነው።
H=B+CP፣ እሱም H=22+9-3.4=27.6 ነው።
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 2 ነው ፣ የታችኛው ዳይ ቪ12 እና የመታጠፊያው መጠን 3.4 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።
A, B, C-- ርዝመት, ስፋት እና የስራ ቁራጭ መታጠፊያ ጠርዝ ቁመት
H (H1)፣ L (L1) -የእያንዳንዱ ጎን የማይታጠፍ ርዝመት
P---90° የመታጠፍ ጥምር P1---30° መታጠፊያ ኮፊሸን
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
D--- የማጣመም ሂደት ማጽዳት (በአጠቃላይ 0 ~ 0.5)
የተዘረጋው ርዝመት L1=BTD፣ እሱም L1=20-1.5-0.2=18.3 ነው።
L=B+C1+C2-P-P1፣ እሱም L=20+12+8.9-2.8-0.5=37.6 ነው።
H1=C1+APD፣ እሱም H1=12+35-2.8-0.2=44 ነው። ማስታወሻ፡ ዲ 0.2 ነው።
H=A+CP፣ እሱም H=35+20-2.8=52.2 ነው።
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 1.5 ነው ፣ የታችኛው ዳይ ቪ12 ነው ፣ የታጠፈው ቅንጅት 2.8 ነው ፣ እና 30-የታጠፈ ጥምርታ 0.5 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

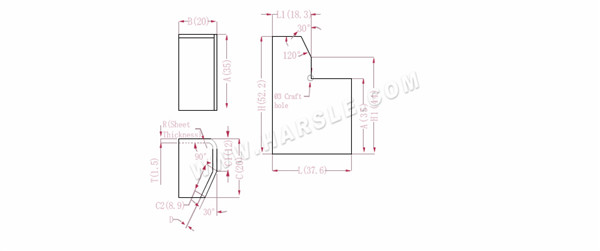
A, B, C-- ርዝመት, ስፋት እና የስራ ቁራጭ መታጠፊያ ጠርዝ ቁመት
H (H1)፣ L (L1) -የእያንዳንዱ ጎን የማይታጠፍ ርዝመት
P--- የመታጠፍ ቅንጅት
አር --- መታጠፍ እና ፋይሌት (በአጠቃላይ የሰሌዳ ውፍረት)
ቲ--- የቁሳቁስ ውፍረት
D--- የማጣመም ሂደት ማጽዳት (በአጠቃላይ 0 ~ 0.5)
የተዘረጋው ርዝመት H1=B-B1-D፣ እሱም H1=50-12-0.3=37.7 ነው። ማስታወሻ፡ ዲ 0.2 ነው።
H2=BTD ይህም H2=50-2.5-0.3=47.2 ነው።
H=B+C+B1-2*P፣ እሱም H=50+47+12-2*4.5=100 ነው።
L1=A+CTDP፣ እሱም L1=55+47-2.5-0.3-4.5=94.7 ነው።
L=A+C+B2-2*P፣ እሱም L=55+47+12-2*4.5=105 ነው።
በሰንጠረዥ 1 መሠረት የጠፍጣፋው ውፍረት 1.5 ነው ፣ የታችኛው ዳይ V16 እና የታጠፈው ቅንጅት 4.5 ነው
ማሳሰቢያ፡- በሰንጠረዥ 1 መሰረት የተለያየ የታጠፈ የታችኛው ዳይ እና የተለያዩ የሰሌዳ ውፍረት የተለያዩ ናቸው።

 ኢትዮጵያዊ
ኢትዮጵያዊ Pусский
Pусский






















