● በአይዝጌ አረብ ብረት ማጠቢያዎች ውስጥ በብዛት ጥቅም ላይ የሚውሉት የብረት ሳህኖች ውፍረት ከ0.8ሚሜ እስከ 1.5ሚሜ ነው።
● የእቃ ማጠቢያ ፋብሪካው እንደ የምርት ማጠቢያ ሞዴሎች ፍላጎት መሰረት የተለያየ ስፋት ያላቸው የብረት ሳህኖችን ይገዛል.የብረት ሳህኑ በጥቅልል ክብደት መልክ ወደ ማጠቢያ ዎርክሾፕ ይላካል.
● በተለምዶ ያልተከረከሙ የብረት ሳህኖች ከፍተኛው 1220 ሚሜ ስፋት ያላቸው እና ያልተገደበ ርዝመት አላቸው።

● የብረት ሳህኖች ductility ውስን ነው.በሚዘረጋበት ጊዜ የብረት ሳህኑ እንዳይሰበር ወይም እንዳይበላሽ ለመከላከል በመጀመርያው የንብረቱ ደረጃ ላይ ያለውን ብረት መቀባቱ አስፈላጊ ነው.
● ፊልሙ የተሸፈነው በብረት ብረት ላይ በአንድ በኩል ብቻ ነው, እና የፊልም አንድ ጎን በሚቀጥለው የመለጠጥ ሂደት ውስጥ ሻጋታውን ያጋጥመዋል.
● መቆንጠጥ ከመቁረጥ በፊት ወይም በኋላ ሊከናወን ይችላል.

● በታንክ ዲዛይን ርዝመት ላይ በመመስረት, ባዶውን የመጠን መስፈርቶችን ለማሟላት ረጅም የብረት ሳህን ወደ ክፍሎች መቁረጥ ያስፈልጋል.
● በቀኝ በኩል ባለው ስእል ላይ ሰራተኛው የሮለር ማብሪያ / ማጥፊያውን ይሠራል ስለዚህ መከላከያ ፊልሙ እና የብረት ሳህኑ በአንድ ጊዜ በሮለር መጨናነቅ ዞን ውስጥ ያልፋሉ ፣ እና መከለያው በግፊት ይጠናቀቃል።
● የተሸፈነው የብረት ሳህን በጊሎቲን ምላጭ ውስጥ ሲያልፍ ሰራተኛው ተመጣጣኝ መጠን ያለው ጥሬ ዕቃ ለማግኘት የብረት ሳህኑን ለመስበር እንደ አስፈላጊነቱ የጊሎቲን ማብሪያ / ማጥፊያውን ይጭናል።

የቁስ አንግል መቁረጥ
● የተቆረጠው ሉህ አሁን መደበኛ ሬክታንግል ነው።ከመታጠቢያ ገንዳው ገጽታ ጋር በግምት ለመስማማት ፣ ሉህውን ለመቁረጥ ወደ ሹራዎች መግፋትም ያስፈልጋል ።
● የተጠናቀቀው ሉህ በአጠቃላይ ባለብዙ ጎን ነው እና የአርከ ጠርዞች ሊኖሩት ይችላል።

የመጀመሪያው ስዕል - ዘይት መቀባት
● የተዘረጋ ዘይት በተሸፈነው እና በተቆረጠው ሉህ በሁለቱም በኩል በእኩል መጠን ይተግብሩ።
● የተጣራ ዘይት ሳህኑን በእኩል መጠን ሊረዳው ይችላል, የመለጠጥ እድልን ይቀንሳል እና የሻጋታ እና የፕሬስ ህይወትን ያራዝመዋል.

● የብረት ሳህኑን በፕሬስ ጠረጴዛው ላይ ያስቀምጡ.
● በስራ ቦታው የላይኛው እና የታችኛው ሰሌዳ ላይ ቀዳዳዎች አሉ.የምርት ቅርጹ በጠረጴዛው የታችኛው ጠፍጣፋ ቀዳዳዎች ውስጥ (በስተቀኝ በኩል በቀይ የተሸፈነ ቦታ) ውስጥ ይገኛል.
● የሞተር ማብሪያ / ማጥፊያው ሲጫን, የሃይድሮሊክ ደረጃ የላይኛው ጠፍጣፋ ወደ ታች እና ሙሉ ጠረጴዛው ይወርዳል.
● በመስጠም ሂደት ውስጥ, የሟቹ አግድም አቀማመጥ ሳይለወጥ ይቆያል, ስለዚህ የአረብ ብረት ንጣፍ የቅርጽ ዝርጋታውን ለማጠናቀቅ ወደ ላይ ይገደዳል.የመጀመሪያው የስዕል ጥልቀት ከጠቅላላው የንድፍ ጥልቀት 80% ወይም ከዚያ በላይ መሆን አለበት.

ነጠላ-ሳህን ሻጋታ, 400T
ባለ ሁለት ሳህን ሻጋታ፣ 800ቲ
● ቀድሞ የተሰራውን ጎድጓዳ ሳህን ያስወግዱ እና ዘይት በመሳል የተበከለውን አግዳሚ ወንበር ያፅዱ።
● ሽፋኑን ለማስወገድ የመጀመሪያው-ስዕል ማጠቢያው ወደ ማጽጃ ቦታ ይላካል, እና የቀረውን የስዕል ዘይት ለማቅለጥ ሂደት ለማዘጋጀት ይታጠባል.

● በአገር ውስጥ ስዕል ሂደት ምክንያት የውኃ ማጠራቀሚያ ንድፍ ጥልቀት ከ 160 ሚሊ ሜትር ያነሰ ከሆነ ጥሩውን ጥልቀት በአንድ ስዕል ማግኘት ይቻላል.
● የእቃ ማጠቢያው ጥልቀት 180 ሚሜ - 250 ሚ.ሜ ሲደርስ, አንድ ጊዜ የመሳል እድሉ ከማይዝግ ብረት የተሰራ ሉህ እንዲሰነጠቅ ያደርጋል.
● የጥልቀት መስፈርቶችን ለማሟላት በዚህ ጊዜ መጨፍጨፍ እና ሁለተኛ ደረጃ መሳል ያስፈልጋል.

● ማደንዘዣ በጣም የተጨነቁ ከማይዝግ ብረት የተሰሩ ሳህኖች እንቅስቃሴን ወደነበረበት ይመልሳል።
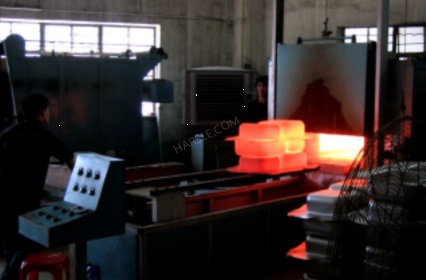
● የማስነሻ መስመር ራሱ 20 ሜትር ርዝመት ያለው ከፍተኛ የሙቀት መስመር፣ የምድጃው ሙቀት 1150 ዲግሪ ሴንቲ ግሬድ ያህል ነው።ሁለቱ ወገኖች መግቢያዎች እና መውጫዎች ሲሆኑ የእቃ ማጠቢያ ገንዳዎቹ በአንድ አቅጣጫ በኬብል መኪና ወይም በማጓጓዣ ቀበቶ ይጓጓዛሉ.በአንድ ጊዜ ወደ 30 የሚጠጉ ማጠቢያዎች ማመቻቸት ይቻላል.
● የተደቆሱ ጓደኞቻቸው መናዘዝን ያካትታሉ።ይህ በመለጠጥ ምክንያት የማይዝግ ብረት መግነጢሳዊ ባህሪያትን ያስወግዳል.

● ብዙ የመስመጃ እፅዋቶች እራሳቸው የሚያነቃቁ መስመሮች የላቸውም፣ ይልቁንም መጎሳቆልን ለሶስተኛ ወገን አኒአሊንግ እፅዋት ይልካሉ።
● አንዳንድ ጊዜ የእቃ ማጠቢያ እፅዋት እንደፍላጎታቸው አማራጭ ተግባራትን ለማሳካት የሚያነቃቁ ምድጃዎችን ይጠቀማሉ።
● ከተጣራ በኋላ ማጠቢያው በሃይድሮሊክ ፕሬስ እና ሻጋታ ይሳባል
● ሁለተኛውን ስዕል ሙሉ በሙሉ ወደ ንድፍ ጥልቀት መሳብ ያስፈልጋል.

● ምርቱ ከተሳበ በኋላ በብረት ሰሌዳው ጠርዝ ላይ ምንም መቀነስ አይከሰትም.በዚህ ጊዜ የተጠናቀቀውን ምርት መቁረጥ ያስፈልጋል.
● በሚቆረጥበት ጊዜ የላይኛው ተፋሰስ ጠንከር ያለ የመጫኛ ቦታን ማስቀመጥ ያስፈልጋል ።

● የፍሳሽ ጉድጓዶች እና የተትረፈረፈ ጉድጓዶች በልዩ ሻጋታዎች እና ቡጢዎች ላይ ይመታሉ።
● እንደ ጠፍጣፋ እና የጡጫ መሳሪያዎች ትክክለኛ ሁኔታዎች በእያንዳንዱ ክፍል ላይ የቡር ማቀነባበሪያዎችን ማከናወን አስፈላጊ ሊሆን ይችላል.

ባለ ሁለት ጎድጓዳ ሣህን ከመረጡ ይህንን ደረጃ መተው ይቻላል
● ባለ ሁለት-ማስገቢያ ተንከባላይ ጎድጓዳ ሳህን/ከታች - ዌልድ ገንዳ በቡጢ ከተመታ በኋላ ከመታጠቢያው በላይኛው ሳህን መታጠቅ አለበት።
● ሮል ብየዳ ብዙውን ጊዜ በCNC ብየዳ ነው፣ ነገር ግን በሠራተኞች በእጅ ሊገጣጠም ይችላል።
● የቡጥ ብየዳ ማጠቢያ ከሆነ፣ ለሁለቱም የመታጠቢያ ገንዳዎች የብየዳ ብየዳ ያስፈልጋል።
● የቅባት ብየዳ ማጠቢያ በእኛ የምርት መስመር ላይ ብርቅ ነው።ግልፅ ባህሪው በሁለቱ ተፋሰሶች መካከል ያለው የብየዳ መስመር ነው።

(ባለ ሁለት ሳህን ሻጋታ ከመረጡ ይህ እርምጃ ሊቀር ይችላል)
● ለርብ/መንጠቆ ብየዳ የሌዘር ስፖት ብየዳ ይጠቀሙ።
● እንደየመሳሪያው አሠራር እያንዳንዱ ቦታ ብየዳ ወደ 3 የሚጠጉ የሽያጭ ማያያዣዎችን ይፈጥራል።የአሞሌ ማጠንከሪያዎች በተለያዩ ቦታዎች ላይ ብዙ ጊዜ የቦታ ብየዳ ያስፈልጋቸዋል።
● ሙጫ የተጠናከረ የጎድን አጥንት/መንጠቆዎች አንዳንድ ጊዜ በገዢው መስፈርት መሰረት ጥቅም ላይ ይውላሉ።

● የመፋቅ (የመቦረሽ) ሂደት በተለይ እዚህ ተብራርቷል።
● መፍጨት በሶስት ወይም በአራት ክፍሎች የተከፈለው በተፋሰሱ እና በመሳሪያው መካከል ባለው ልዩነት ላይ ነው.
● ለመቀባት የመጀመሪያው ነገር የእቃ ማጠቢያው የታችኛው ክፍል ነው.

● ከዚያ በኋላ የእቃ ማጠቢያው ግድግዳ ያበራል

(ሁለት ጎድጓዳ ሳህን ከመረጡ ይህ እርምጃ ሊቀር ይችላል)
● በእቃ ማጠቢያው ውስጥ ባለው አውቶማቲክ ደረጃ ላይ በመመስረት, ይህ ሂደት አንዳንድ ጊዜ የሰራተኛ የማጥራት ክህሎቶችን ፍላጎት ለመቀነስ ነው.
● ሁለቱ አጎራባች ፊቶች በተለያየ አቅጣጫ ስለሚያንጸባርቁ የተዘበራረቁ መስመሮች በሸካራዎቹ መገናኛዎች ላይ ይከሰታሉ።
● በሁለት ቀጥ ያሉ ፊቶች መካከል ያለውን ትርምስ ለማስወገድ ጠላፊ ጎማዎችን ይጠቀሙ።

● የላይኛው ጠፍጣፋ በመፍጨት ሂደት መጨረሻ ላይ በድስት አካል ውስጥ የሚታዩትን የመገጣጠም መገጣጠሚያዎች ፣ የመገጣጠሚያ መስመሮችን እና የገጽታ ጉድለቶችን ያስወግዳል።

● በትእዛዙ መስፈርቶች መሰረት የቧንቧውን ቦታ ቆፍሩት.
● ይህ ሂደት ከፍተኛ የነፃነት ደረጃ አለው፣ በትእዛዙ መስፈርቶች መሰረት በቀጥታ ሊዘለል ይችላል፣ ወይም ከማንኛዉም ብየዳ ሂደት በፊት ሊከሰት ይችላል።

● የአይዝጌ ብረት ማጠቢያዎች ምልክት ማድረግ በዋናነት የሚከተሉትን ሁለት ዘዴዎች ያካትታል: ሌዘር ዓይነት እና ስቴንስል (የቀኝ ምስል ይመልከቱ).
● የውኃ ማጠራቀሚያውን ሙሉ በሙሉ ወደ ቋሚው ቦታ ይግፉት, የተጣጣመውን አቀማመጥ ተመሳሳይነት ያረጋግጡ.

● ሙሉ በሙሉ አውቶማቲክ ሌዘር ምልክት ከማድረግ በተጨማሪ በዝቅተኛ ዋጋ በእጅ አቀማመጥ ሌዘር ምልክቶች (በስተቀኝ ያለውን ይመልከቱ)።
● ከፊል-ፔሮሜትር ፊልም ከብራንድ አርማ ጋር በጥብቅ በተሰየመበት ቦታ ላይ ያስቀምጡት እና በእጅ የሚያዝ ሌዘር ማስተላለፊያ ይጠቀሙ በዜሮ ርቀት ላይ ለማብራት።
● ሌዘር ከፊል-permeable ፊልም ብርሃን አስተላላፊ ክፍል ውስጥ ያልፋል እና ከማይዝግ ብረት ወለል ላይ ይቃጠላል.

● በሁሉም የምርት ሂደቶች ላይ የሚከሰቱ ጥቃቅን ጉዳቶች ለንግድ ዋጋ ጠቃሚ ናቸው።ከመርጨት ሂደቱ በፊት ወደ ጥገና ቦታው ይላካሉ እና በሠራተኞች በእጅ ይጠግኑታል.

● የታችኛው የመርጨት ሕክምናን ያከናውኑ።
● የመርጨት አላማ ሶስት ጊዜ ነው: 1. ቀላል እና ቀጭን ማጠቢያዎች ክብደት እንዲጨምሩ ለማድረግ;2. በማጣራት እና በሌሎች ምክንያቶች የተቃጠሉ ምልክቶችን ለመሸፈን;3. በኩሽና አካባቢ ውስጥ ያለውን የአየር ማቀዝቀዣ ክስተት ለመከላከል.
●አሁን ያለው የቤት ውስጥ መርጨት በአጠቃላይ ቀለም ብቻ ነው።በእውነቱ የፀረ-ኮንዳኔሽን ተግባር የለውም።
● መርጨት ከማድረግ በተጨማሪ በማደንዘዝ ምክንያት የሚቃጠሉ ቦታዎችን ያስወግዳል።

● የንጽህና ስራው ይዘት የዝርጋታ ዘይት ቅሪትን ማስወገድ, ቆሻሻን ማስወገድ እና የሚረጨውን ፊት ለፊት, የመፍጨት ጎማ እና አይዝጌ ብረት ፍርስራሾችን ማስወገድ, የጣት አሻራዎችን እና ሌሎች አቧራዎችን ማስወገድ.
● በትዕዛዝ መስፈርቶች መሰረት የእቃ ማጠቢያ ገንዳዎች በቅንፍ፣ በትላልቅ ሳጥኖች ወይም በችርቻሮ ፓኬጆች ውስጥ ሊታሸጉ ይችላሉ።

● በመጨረሻም ምርቱን ወደ መጋዘን ውስጥ ያስገቡ እና በትዕዛዝ ጠያቂው ወደተገለጸው ቦታ እስኪላክ ይጠብቁ።


 ኢትዮጵያዊ
ኢትዮጵያዊ Pусский
Pусский























